СОЖ (смазочно-охлаждающие жидкости) для токарных станков
Любой, даже начинающий специалист по обработке металлов знает, что, выполняя токарные работы на станке, необходимо обязательно использовать смазочно-охлаждающие жидкости (СОЖ). Применение таких технических жидкостей (их состав может варьироваться) позволяет решить одновременно несколько важных задач:

Применение СОЖ при токарной обработке
Виды используемых при токарной обработке СОЖ
Все виды СОЖ, применяемых для токарных работ на станке, подразделяются на две большие категории.
СОЖ на основе воды
Жидкости данной категории отличаются хорошими охлаждающими характеристиками, они поглощают тепло, активно образующееся в процессе токарной обработки, и отводят его из зоны резания.
СОЖ на основе масла
Такие жидкости значительно хуже отводят тепло из области обработки, но обеспечивают отличное смазывание поверхностей заготовки и инструмента.
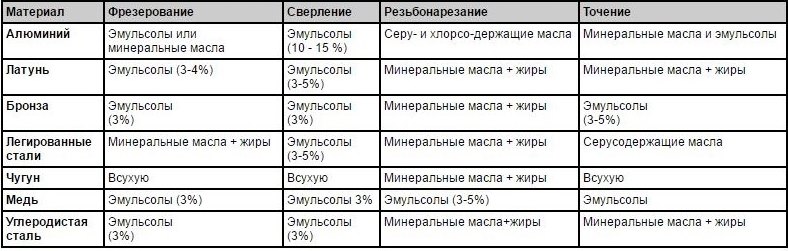
Рекомендации по выбору СОЖ для конкретных операций и материалов (нажмите для увеличения)
Среди наиболее распространенных СОЖ, которые используются при обработке металла на токарных станках, можно отметить следующие.
Варианты применения СОЖ для токарных станков
Особенности применения смазочно-охлаждающих жидкостей
Чтобы использование СОЖ было эффективным, следует учитывать несколько несложных правил. Расход такой жидкости (вне зависимости от того, эмульсия это или водный раствор) должен быть не меньше 10–15 л/мин.
Очень важно направлять поток СОЖ в то место, в котором образуется максимальное количества тепла. Таким местом при выполнении токарной обработки является участок, на котором стружка отделяется от обрабатываемой детали.
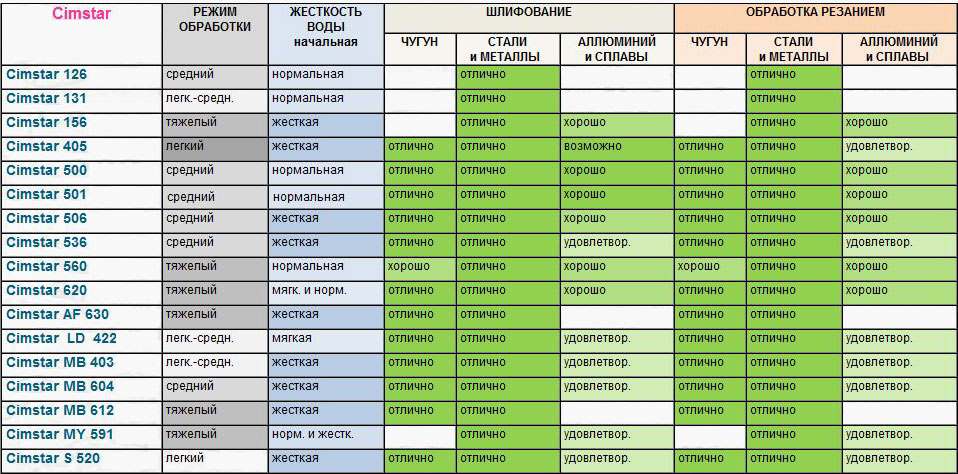
Результаты испытаний полусинтетических водорастворимых СОЖ Cimstar (нажмите для увеличения)
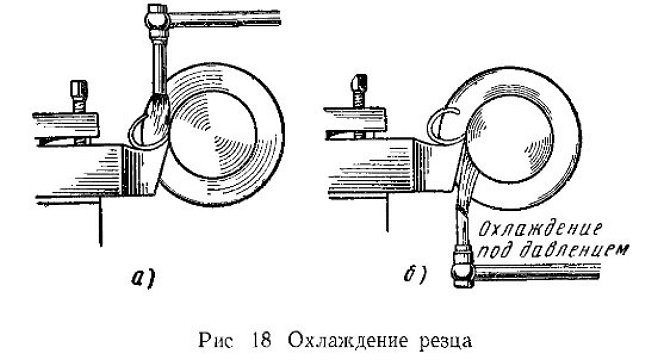
С самого первого момента выполнения токарной обработки на станке режущий инструмент начинает активно нагреваться, поэтому подавать СОЖ следует сразу, а не спустя некоторое время. В противном случае при резком охлаждении сильно нагретого токарного резца в нем могут образоваться трещины.
Совсем недавно стали использовать передовой метод охлаждения, подразумевающий подачу тонкой струи СОЖ со стороны задней поверхности резца. Особую эффективность такой способ охлаждения демонстрирует в том случае, когда на токарном станке инструментом из быстрорежущих сплавов требуется обработать заготовку из труднообрабатываемых материалов.
Следует иметь в виду, что СОЖ не применяют при токарной обработке материалов, отличающихся высокой хрупкостью (чугун, бронза и др.), при которой формируется мелкая стружка. Такая стружка, смешиваясь со смазочно-охлаждающей жидкостью, может забивать элементы суппорта, каретки и направляющие станины, что приводит не только к их преждевременному износу, но и выходу из строя.
Смазочно-охлаждающая жидкость: виды и правила применения
Каждый технологический процесс, связанный с обработкой материала, имеет свои особенности, которые необходимо учитывать в работе.
Для улучшения качества производства, повышения продуктивности, а также защиты инструмента используют дополнительные химические составы и жидкости.

Что такое СОЖ?
Смазочно-охлаждающая жидкость — это специально разработанный состав, применяемый при работе с металлами. Во время технологических процессов на токарных станках возникает трение, которое чаще всего приводит к деформации обрабатываемого изделия или изменению свойств используемого материала.
Основная задача СОЖ в процессе металлообработки — разделить поверхности, которые подвергаются трению, а также снизить температуру инструмента.

Содержание в составе химического продукта различных присадок помогает увеличить производительность, упростить рабочие процессы и повысить качество выпускаемой продукции.
Виды СОЖ, используемые при токарной обработке
Смазочно-охлаждающие жидкости, выполняя одинаковые функции, отличаются по составу и параметрам характеристик.

Масляные
Основой является минеральное масло, при этом состав могут дополнять различные функциональные присадки, выполняющие антифрикционные, противозадирные, антикоррозийные, антитуманные функции.
Жидкости не имеют цвета — их прозрачность не загораживает обзор заготовки в процессе шлифования или обтачивания. Обладая отличными смазочными характеристиками, имеют некоторые минусы: недостаток охлаждения и высокий уровень возгораемости.

Синтетические
Средство содержит компоненты, помогающие ослабить поверхностное натяжение жидкости, а также повысить действенность смазки.
В состав входят водорастворимые полимеры, ингибиторы коррозии, поверхностно-активные вещества, антипенные присадки, биоциды и вода. Для повышения эффективности смазывающей способности вводят противозадирные и противоизносные присадки.

Жидкость применяется при работе с нержавеющей сталью, чугуном, пластиком и различными полимерами. Средство обладает устойчивостью к заражению бактериями, что обеспечивает санитарную и экологическую безопасность, а также длительный срок эксплуатации.
Полусинтетические
Смазочно-охлаждающие полусинтетические средства в основе содержат минеральное масло. Жидкости отличаются высокими антикоррозийными параметрами и смазывающими свойствами.
СОЖ проявляют стойкость к поражению бактериями, а также содержат противозадирные присадки и защиту от износа.

Состав компонентов полусинтетических жидкостей практически не отличается от эмульсолов. Единственным различием можно назвать уровень концентрации элементов. Основой полусинтетических веществ является вода — до 50% и эмульгаторы — до 40%.
На водной основе
Предназначены для защиты оборудования, повышения срока службы станков, а также производительности процесса. Водные растворы содержат минеральные масла, биоциды, ингибиторы коррозии и другие компоненты, за исключением нитратов, вторичных аминов, соединений тяжелых металлов и хлора.

Вещества производятся в виде концентрата, который разбавляют водой. Как правило, смазочно-охлаждающее средство заливается в чистую воду. Производить процесс в другой последовательности, добавлять концентрат в воду, не рекомендуется.
Пропорция вещества и воды зависит от типа проводимой операции и обрабатываемого материала. Самая низкая концентрация составляет 2% и применяется для шлифовки металлических изделий. Для работы с высоколегированными сталями требуется не менее 10% средства.
Как приготовить СОЖ своими руками?
Для собственноручного приготовления эмульсии понадобятся такие ингредиенты:
Жидкое мыло соединяют с подсолнечным маслом, керосином и содой. Все ингредиенты берут в равных пропорциях и смешивают в емкости объемом не менее 10 л. В полученный раствор добавляют немного отбеливателя и моющей жидкости для посуды.
Затем всю смесь заливают теплой водой до заполнения емкости. На электрической плитке жидкость разогревают до температуры 90оС, непрерывно помешивая.
Правила применения
Для эффективного применения СОЖ рекомендуется следовать некоторым правилам:
СОЖ не применяется для работы с хрупкими материалами, производящими мелкую стружку во избежание преждевременного износа станков.
Смазочно-охлаждающие жидкости положительно влияют на производительность процесса, а также защиту токарного оборудования и изделий от перегревания и деформации.
Каждый вид СОЖ имеет определенные параметры и характеристики, которые необходимо учитывать при использовании.
Смазочно-охлаждающие технологические среды: применение на металлорежущих станках
Смазочно-охлаждающие технологические среды (СОТС), применяемые при обработке резанием, подразделяются на жидкие, пластичные, газообразные и твёрдые. Жидкие СОТС принято называть СОЖ (смазочно-охлаждающие жидкости) — этот способ охлаждения зоны резания используют чаще других.
Применение СОЖ позволяет:
значительно снизить износ режущего инструмента;
улучшить качество обрабатываемой поверхности;
повысить производительность обработки.
СОЖ не только эффективно отводят тепло из зоны резания, но также удаляют стружку (в зависимости от давления подачи СОЖ). Более подробно о применении охлаждающих жидкостей читайте в статье «Системы подачи СОЖ под высоким давлением во фрезерном и токарном оборудовании».
Смазочно-охлаждающие жидкости: назначение и виды
Соотношение между смазывающими и охлаждающими свойствами СОЖ подбирают в зависимости от материала обрабатываемых заготовок и характера протекания процесса резания. Снижение трения определяется в первую очередь смазывающими свойствами масла, а эффективность охлаждения — количеством воды, образующим с маслом эмульсию или раствор.
Наибольшее применение находят следующие виды жидкостей:
масляные СОЖ на основе синтетических / полусинтетических / минеральных масел с добавлением присадок;
эмульсолы, представляющие собой смеси минеральных масел, эмульгаторов, противоизносных, противозадирных и других присадок;
синтетические СОЖ, получаемые на базе водорастворимых полимеров;
полужидкие и пластичные композиции.
Разнообразие материалов и инструментов обусловливает различные требования к СОЖ. Например, для обработки низколегированной стали, склонной к налипанию на токарный резец (в отличие от твердой хромоникелевой стали), используют охлаждающие жидкости с малым содержанием присадок.
В состав СОЖ в качестве компонентов и присадок входят органические соединения азота, серы, хлора и фосфора. При обработке в тяжёлых условиях (большие скорости, плохо обрабатываемый материал) следует добавлять присадки, растворимые в масле и содержащие хлор, фосфор и серу. Например, серу добавляют при больших нагрузках и средних скоростях (жидкость с серой непригодна при обработке меди, так как она вызывает почернение поверхности).
На практике от типа и качества применяемых СОТС зависят важнейшие производственные показатели. Правильно подобранная и качественная смазочно-охлаждающая жидкость значительно облегчает процесс резания и позволяет достичь:
более интенсивных режимов резания при неизменной стойкости инструмента (что благоприятно сказывается на времени обработки – машинном времени Тмаш);
увеличения стойкости инструмента при неизменных режимах резания.
Системы охлаждения
Система охлаждения станка в общем виде состоит из:
насоса (обычно центробежного);
направляющих и отводящих устройств.
Объём резервуара зависит от вида выполняемой операции. При обильном тепловыделении при резании (например, обдирочном, силовом шлифовании) количество подаваемой в единицу времени жидкости возрастает, поэтому резервуар должен быть больше.
Конструкция фильтров определяется требованиями к шероховатости обработанной поверхности. При необходимости помимо отстойника, магнитного сепаратора и других устройств грубой очистки на станках хонинговальных, полировальных, отделочного шлифования применяют центробежные, бумажные и другие устройства тонкой очистки.
На станках, работающих с применением СОЖ предусматривают защитные устройства, предотвращающие разбрызгивание жидкости из рабочей зоны и попадание её в механизмы.
Подача СОЖ в зону обработки может производиться следующими способами:
свободно падающей струёй;
напорной струёй через сопловые насадки;
в распылённом состоянии (струёй воздушно-жидкостной смеси).
Последний способ особенно успешно применяют в станках с ЧПУ при обработке быстрорежущими и твердосплавными инструментами металлов и сплавов точением, фрезерованием, сверлением, резьбонарезанием, развёртыванием, а также при обработке инструментами из сверхтвёрдых материалов.
Подачу СОЖ под давлением применяют с целью увеличить расход СОЖ через зону обработки и для вымывания стружки.
Условно, различают подачу СОЖ струёй под высоким давлением (не ниже 1,5 МПа) через сопла с выходными отверстиями диаметром до 0,8 мм и подачу СОЖ струёй под низким давлением (0,05–0,7 МПа) через сопла с отверстиями диаметром 2–5 мм. При подаче СОЖ струёй под высоким давлением требуется лучшая фильтрация и защита от разбрызгивания, чем при низком давлении. Эффективность применения СОЖ зависит от её расхода. Различные варианты подачи СОЖ показаны на рисунке.
Варианты подачи СОЖ в зону резания: а — охлаждение по кольцу; б — подача направляющей трубой; в — подача через оправку; г — подача через шпиндель и оправку; д — подача в виде тумана.
Струя воздушно-жидкостной смеси подаётся в зону фрезерования
Очистка СОЖ
Очистка СОЖ увеличивает её ресурс, повышает стойкость инструмента и улучшает качество обрабатываемой поверхности. Повышается также надёжность и работоспособность насосных агрегатов и узлов станка.
Применяют несколько способов очистки СОЖ:
с помощью фильтров;
гравитационный — с использованием отстойников;
центробежный — с применением гидроциклонов, центрифуг;
магнитный — с использованием сепараторов, патронов и других устройств.
Простейшими очистителями являются гравитационные баки-отстойники. Для повышения эффективности очистки в отстойниках используют магнитные патроны, которые притягивают мелкие металлические частицы и не позволяют им попасть в насосное оборудование. Следует отметить, что этот способ эффективен только для улавливания относительно крупных частиц, обладающих магнитными свойствами.
Также широко применяют магнитные сепараторы. Загрязнённая жидкость поступает в сепаратор, проходит между его корпусом и барабаном с магнитами, который вращается в направлении, обратном движению жидкости. Притянутые к барабану частицы снимаются с поверхности барабана скребком.
Магнитный сепаратор для очистки СОЖ от металлических включений
Для сепарации водных СОЖ применяют центробежные очистители (гидроциклоны), в которых разделение СОЖ и загрязнений происходит под действием центробежных сил.
Установка для центробежной очистки СОЖ
В процессе резания неизбежно происходит процесс преобразования механической энергии в тепло. При этом происходит нагрев заготовки, снимаемого материала и самого инструмента.
Выделяющееся при точении тепло распределяется следующим образом:
уходит в стружку 50–80%;
в обрабатываемую деталь 3–9%;
в окружающую среду около 1%.
Распределение тепла между различными элементами в процессе токарной обработки
При затуплении инструмента характер распределения тепла изменяется: резец и заготовка нагреваются сильнее. Как в стружке, так и в резце и в заготовке тепло распределяется неравномерно. В слоях стружки, расположенных ближе к передней поверхности резца, температура выше, чем в слоях, удаленных от неё. Температура обрабатываемой заготовки понижается по мере удаления рассматриваемой точки от поверхности резания, а наибольшая температура находится в месте контакта резца с заготовкой. Температура инструмента также различна в различных точках: самая высокая температура соответствует точке, лежащей в центре давления стружки на резец.
Давление СОЖ
Давление СОЖ играет очень важную роль в процессе обработки. Подавляющее большинство станков оснащаются базовой системой подачи СОЖ, которая позволяет обеспечить оптимальные температурные режимы при большинстве операций. Часто на станках имеется возможность установить систему подачи СОЖ с высоким давлением.
На практике использование подачи СОЖ под высоким давлением не всегда оправдано. Как видно на фотографиях ниже, принцип «чем больше – тем лучше» работает только до определённых значений давления, после которых эффективность дробления стружки почти не повышается. При давлении в 70 бар и в 300 бар результаты отличаются незначительно.
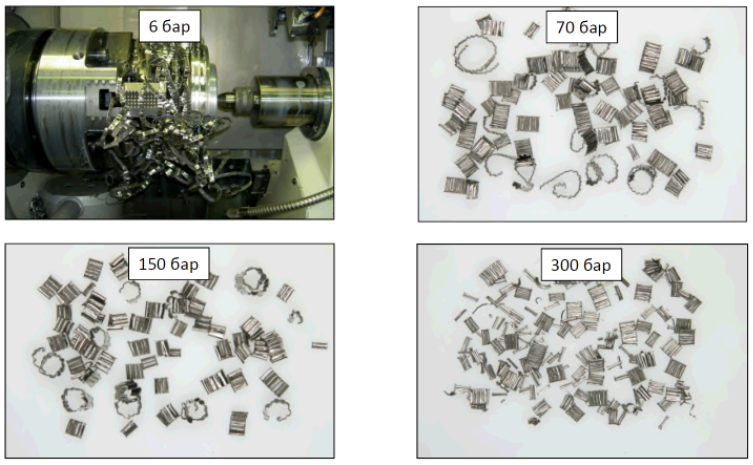
Для дробления стружки увеличение давления СОЖ выше 70 бар нецелесообразно
Система высокого давления
Система высокого давления СОЖ должна обладать следующими свойствами:
интерфейс между станком и оборудованием высокого давления должен быть максимально простым, в идеале следует реализовать принцип «подключи и работай»;
автоматически регулируемый объём экономит расход благодаря более длительному сроку службы насоса, большему сроку службы охлаждающей жидкости, уменьшенному напору и экономии энергии;
бак — это, прежде всего, дополнительный резервуар с охлаждающей жидкостью, который дает дополнительные преимущества агрегату. Помимо лучшего контроля температуры и пенообразования, он может иногда заменять агрегат охлаждения и снижать затраты на дополнительную энергию, обслуживание и т. д.
Наиболее распространённой для станочного оборудования является водосмешиваемая СОЖ. Возможность изменять концентрацию состава делает её применение гибким. Обычно водосмешиваемые СОЖ с концентрациями вплоть до 30% применяются без особых проблем. Однако они могут возникнуть при превышении критической концентрации (особенно в случае обычных эмульсий).
В жёсткой воде кальциевые мыла могут образовываться при гораздо меньшей концентрации, что способно привести к серьёзным нарушениям в ходе механической обработки. В значительной степени риск возникновения проблем зависит от конкретного состава СОЖ.
Нижний предел концентрации часто определяют по антикоррозионным свойствам. Следует иметь в виду, что концентрации менее 1,5% с трудом поддаются измерению в процессе работы. Как правило, для грубой механической обработки металла применяют СОЖ в концентрациях от 2 до 5%, чаще 4%. В особых случаях, например, при сверлении глубоких отверстий, зенковании или при проведении особо трудных механических операций возможно применение значительно более высоких концентраций. Централизованные циркуляционные системы, снабжающие несколько разных режущих операций СОЖ, часто нуждаются в компромиссном выборе концентраций. В таких случаях 4%-ная концентрация обеспечивает успешную обработку.
Концентрацию эмульсий часто определяют по DIN 51 368 (IP 137) путём измерения количества компонентов водосмешиваемых СОЖ кислотным расщеплением. В этом методе эмульсию расщепляют с помощью соляной кислоты в специальной измерительной колбе при температуре 95°С. Объём выделенной масляной фазы, умноженный на специфический для продукта поправочный коэффициент равен концентрации эмульсии. Поправочный коэффициент обратно пропорционален доле концентрата, которая может быть выделена в данных условиях. В случае обычных эмульсий (с содержанием минерального масла 60–70%) количество выделенной масляной фазы приблизительно соответствует концентрации. По мере снижения содержания минерального масла в водосмешиваемой СОЖ поправочный коэффициент увеличивается, а точность определения снижается.
Очень важно поддерживать концентрацию СОЖ в допустимых пределах, так как даже незначительное отклонение от нормы может снизить стойкость инструмента или вызвать коррозию элементов станка.
Корректно подобранные смазочно-охлаждающие технологические среды (СОТС) позволяют получить реальную финансовую экономию. Консультацию по подбору СОТС можно получить у специалистов Центра инженерно-технологической поддержки портала СТАНКОТЕКА.
Виды и характеристики СОЖ для токарных станков, как сделать своими руками
СОЖ для токарных станков – необходимая составляющая работы токаря. Существуют разные виды охладителей, которые отличаются теми или иными свойствами
В этой статье вы узнаете о том, какие виды жидкостей бывают, а также их подробное описание.
Что такое СОЖ?
Аббревиатура СОЖ расшифровывается как Смазочно-охладительные жидкости. Охладители необходимы для постоянной эксплуатации оборудования. Использование в работе облегчает работу и позволяет выполнять несколько задач:
СОЖ применяется во всех видах изготовки металлоконструкций сверления, проката, точения, штамповки, резания и других видах обработки. Отличное повышение эффективности, качества и безопасности деталей – главные достоинства СОЖ.

Виды, состав и характеристики
Существует десятки видов СОЖ, которые различаются по составу и характеристикам. Выполняемые функции для одинаковы, но каждый по-разному вид повышает эффективность того или иного действия при работе со станком.
Масляные
Главным компонентом охладителя является минеральное масло, которое смешивается с минеральными элементами. В составе сож находятся такие вещества: антиизносные, антифрикционные и антизадирные присадки. Также присутствуют ингибиторы и средства против оксидаций и появления туманностей.

Эмульсол – маслянистая жидкость, которая изготавливается из веретенного масла и нескольких присадок. Главное преимущество – отличная защита от коррозии. В сочетании с водой становится универсальной жидкостью, которая прекрасно справляется с защитой и охлаждением.
Но также, маслянистый раствор имеет недостатки – низкая степень охлаждения, в сравнении с остальными видами жидкостей.
Использование маслянистых жидкостей повышает риск возникновения пожара.
Синтетические
Средство используется для абразивной обработки металлических заготовок. Состоит из нескольких присадок, которые обладают сбалансированным составом. Если смешать синтетическую жидкость с водой вы получите прозрачную микроэмульсию.
Синтетическая СОЖ – отличный охладитель для токарных станков, так как охлаждение её главное преимущество.
Синтетический охладитель снижает риск дымообразования на рабочем месте. Используется в различных составах воды.
Состав образован из устойчивых минералов, которые справляются с пенообразованием.
Эта жидкость применяется не всегда. Ей пользуются при работе с определенными металлами: сталь, чугун, сплавы из стекла и алюминия, нержавеющая сталь.

Полусинтетические
В отличие от предыдущего вида жидкости, он не только отлично охлаждает станок, но ещё и смазывает детали.
В составе имеет небольшое количество минеральных масел, которые смешаны с небольшим количеством других минеральных добавок.
Эмульсол, который является главным компонентом, позволяет эффективно смазывать и охлаждать детали оборудования.
Эмульсол лучше подходит для токарных станков, которые специализируются по работе с тяжелыми металлами.
Эмульсия используется для некоторых видов работ, лучше всего для абразивной обработки чугуна. Но это не единственный вид работы, сюда относится лезвийная и точильная обработка сложных металлов.
На водной основе
Жидкости на основе воды имеют одну функцию – смазывание деталей. Хоть они не являются охладителями, но лучше всех смазывают заготовленные материалы и оборудование.
Существует множество водянистых растворов, но расскажем об одном из основных:
Подача водянистых сож на токарном станке помогает ускорить работу по обработке материалов.

Изготовление своими руками
Существуют различные виды жидкостей, особенно водянистых. Можно долго перечислять виды и составы жидкостей, но вряд ли это вместится в одну статью. В нашей статье мы продемонстрируем только один пример охладителя, на основе масла.
Эмульсию сложно приготовить, так как для создания используется большое количество компонентов.
В нашем примере будем рассматривать рецепт эмульсии на основе жидкого мыла. Кроме того, нам понадобится нерафинированное подсолнечное масло, керосин и кальцинированная сода, а также некоторые предметы бытовой химии.
Большинство перечисленных веществ имеется в каждом доме, за исключением керосина.
Рецепт

Наш раствор готов, можете смело использовать его на рабочем месте.
Если же нет некоторых компонентов, то вот вам более простой раствор. Возьмите и смешайте индустриально масло, воду и поверхностно-активное вещество.
Правила эксплуатации СОЖ для станков
Недостаточно просто залить детали небольшим количеством раствора, это может плохо отразиться на его работе.
Для повышения эффективности при работе на токарных станках придерживайтесь следующих правил:
При работе со сложными металлами, большая часть жидкости должна уходить на заднюю поверхность резца.