PETG — настройки 3D-печати
PETG — полиэтилентерефталат-гликоль, сочетает в себе прочность ABS с простотой печати PLA.
Настройки рабочего стола

PETG прилипает так сильно, что может оторвать часть стола вместе с готовой деталью. Поэтому понадобится слой клея, лака или синей ленты.
Можно печатать без подогрева стола. Большинство производителей предлагают температуру от 70 до 80 °C, но температура может быть и 100 °C. Начните с 70 °C и постепенно увеличивайте её.
Температура Хотенда
Основная температура печати филаментом PETG от 220 до 265 °C. Помните, что тефлоновая трубка, закупоривается при температуре от 250 °C.
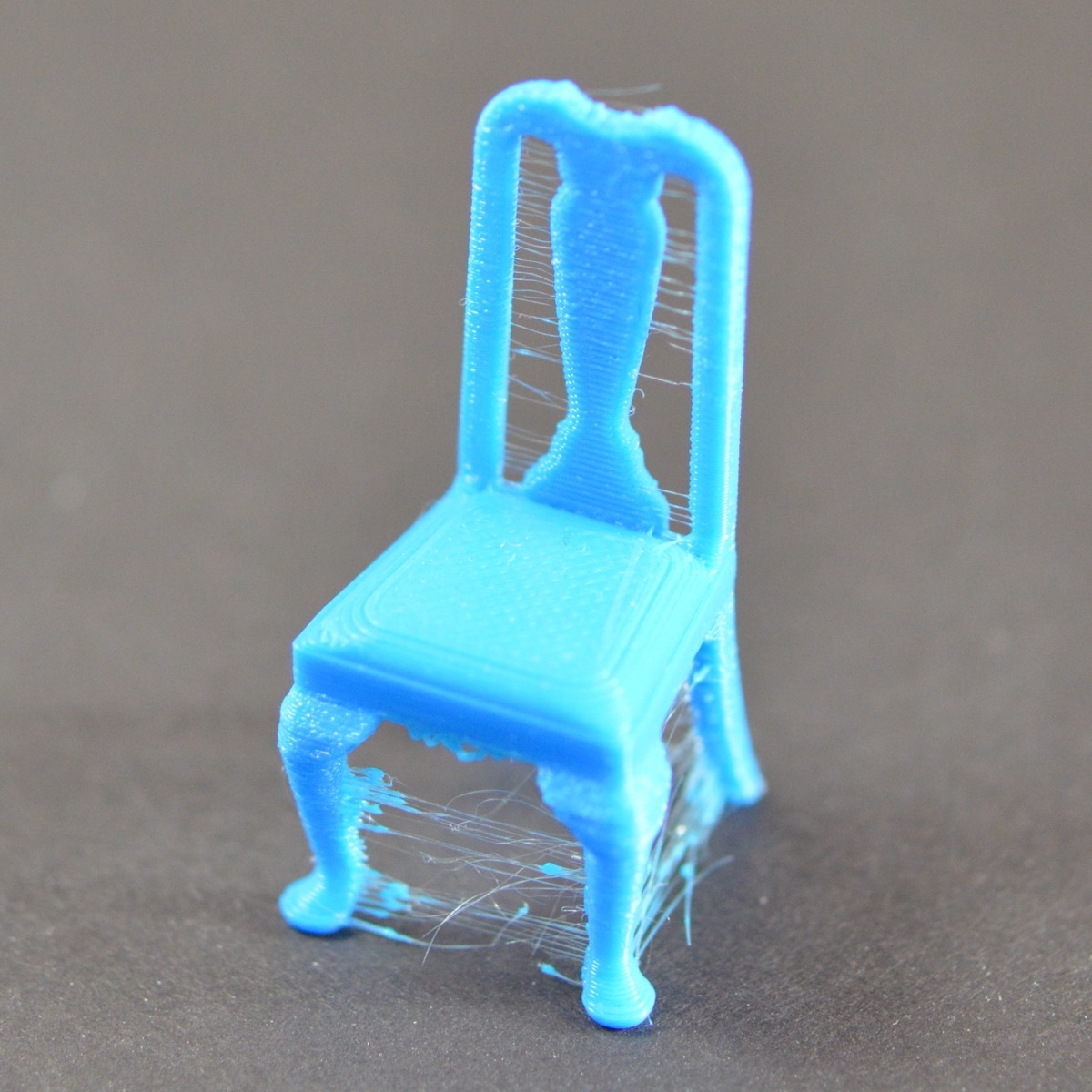
Температура сопла играет важную роль в качестве печати. При высокой температуре вы получите паутину и большую текучесть, а при низкой температуре ваш экструдер начнет пропускать печать.
Чтобы подобрать температуру хотенда начните с температуры 220 °C и сделайте пробную печать. Если вы слышите стук во время печати, ваш экструдер пропускает печать, и вы должны увеличить температуру сопла на 5 °C. Повторяйте тест до тех пор, пока экструдер не будет пропускать.
Поскольку PETG является очень прочным и эластичным материалом, паутину трудно снимать. Если у вас низкая температура хотенда без проскальзывания экструдера и все еще есть паутина, попробуйте настроить параметры ретракта.
Ретракт

PETG не любит высокие скорости втягивания, чем как с ABS и PLA. Установите скорость ретракта примерно 25 мм/с для боудена, так и для директа. Длина втягивания должно быть 6 — 8 мм для боудена и 3-4 мм для директ. Для филамента PETG скорость втягивания важнее расстояния.
Обдув
PETG хорошо печатает без обдува, в отличие от других филаментов, которые требуют обдув во время печати. Если вы заметили расслоение в готовых деталях, выключите обдув, потому что 3D-печать без обдува увеличивает адгезию.
Используйте обдув если вы печатаете мосты.
Поддержка
Так как PETG имеет очень хорошую адгезию, может быть трудно удалять поддержку. Если у вас 3D-принтер с двойным экструдером, лучшим вариантом будет использование растворимый филамент, таких как PVA или HIPS.
Но если у вас один экструдер, не все потеряно. Установите зазор между поддержкой и деталью 0,1 мм обычно дает хорошие результаты. Как и в случае со всеми остальными параметрами, вам следует поиграть со значениями, чтобы найти наилучший вариант.
Скорость 3D-печати
PETG очень чувствителен к скоростям. Слишком быстрая 3D-печать и у вас будет плохая адгезия, пропуски и низкое качество печати, при слишком медленной печати будет деформированная деталь, паутина и сопли.
Как и все параметры, вы должны найти наилучшую скорость 3D-печати. Начните со скорости 50 мм/с. Мы предлагаем 25 мм/с для первого слоя и наружных стен, а перемещение должно быть как можно более быстрым, не менее 120 мм/с.
Что такое скорость печати 3D принтера?
В описании FDM 3D принтера почти любого производителя можно встретить такую характеристику, как «скорость печати» и указание этой самой скорости. Естественно, начинающий пользователь выбирает принтер, ориентируясь на нее. Выше скорость печати, быстрее будет печатать — логично же! А потом приходит разочарование, обнаруживается, что у другого пользователя принтер с меньшей скоростью печатает ту же самую деталь быстрее. Как такое возможно? Давайте разберемся.
В основном скорость указывается в миллиметрах в секунду, т.е. подразумевается скорость перемещения осей. Но у 3D принтера и большинства ЧПУ станков есть так же такие параметры, как Рывок, Ускорение и сама Скорость. И то, как быстро принтер напечатает модель, зависит от всех трех параметров.
Рывок — моментальная начальная скорость движения, получаемая в момент старта оси.
Скорость — максимально разрешенная к передвижению скорость.
Ускорение — собственно, темп набора скорости от рывка до заданной пользователем.
Печать происходит следующим образом: принтер начинает печать со скоростью рывка и с заданным ускорением стремится к установленной пользователем скорости печати, перед углом детали замедляется и затем все повторяется на следующей стороне. Как гоночный автомобиль — разгоняется, замедляется перед поворотом, со скоростью «рывок» проходит поворот и снова разгоняется.

Если мы печатаем квадрат, то принтер четыре раза ускоряется и замедляется. Выходит, что скорость печати 3D принтера не постоянная и меняется в процессе. Достигнет ли принтер заданной скорости, будет зависеть от того, хватит ли принтеру расстояния на разгон. Чем сложнее модель, тем меньше вероятности, что скорость будет достигнута.

Вполне реальна ситуация, когда два принтера с заявленной скоростью 200 мм/с и 100 мм/с напечатают модель за одинаковое время, просто потому что в процессе оба смогут достигнуть максимум 70 мм/с. Даже возможно более медленный принтер напечатает быстрее, если у него выше рывок и ускорение. За одинаковый промежуток времени и расстояние, он сможет достигнуть большей скорости. Этого смог достигнуть когда произвел замену линейных подшипников на бронзовые втулки. Втулки уменьшили люфт и позволили увеличить рывок.
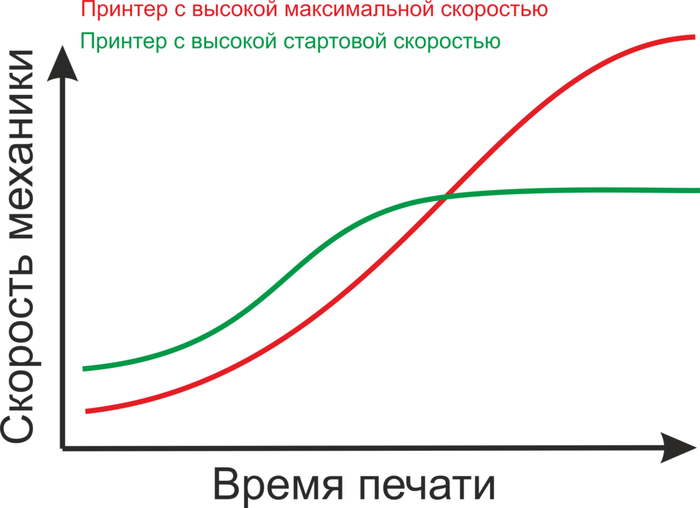
На графике ниже схематичное изображение ситуации когда один принтер по характеристикам быстрее другого, но у другого выше начальная скорость — рывок. Фактически, кто быстрее закончит печать, зависит от того, сколько времени у них есть для набора скорости. Т.е. какого размера и формы модель.
Можно ли увеличить скорость печати 3D принтера?
На первый взгляд, кажется, что достаточно выкрутить Рывок, Ускорение и Скорость на максимум и принтер будет печатать очень быстро. Отчасти это так, двигаться он точно станет быстро. Вот только результат такой печати Вам не понравится. Когда притирал на своем принтере бронзовые втулки, параметры ставил на столько высокие, что печать куба размерами 190*190*190 мм и заполнением 10% оценивалась всего в 7 часов. Вот только при этом трясся не только принтер, но и сам стол, на котором он стоит. Естественно, инерцию никто не отменял и шаталось все, что может в нем шататься.
В этой задаче мы упираемся в возможности механики. Линейные подшипники, например, при резком старте и остановке дают поперечный люфт. Ремни пружинят, создавая продольный люфт. Особенно когда используется пружинный натяжитель ремня. Чем больше масса подвижных частей, тем сильнее это проявляется. Поэтому многие производители 3D принтеров предпочитают легкий боуден-экструдер, но и он имеет свои недостатки.
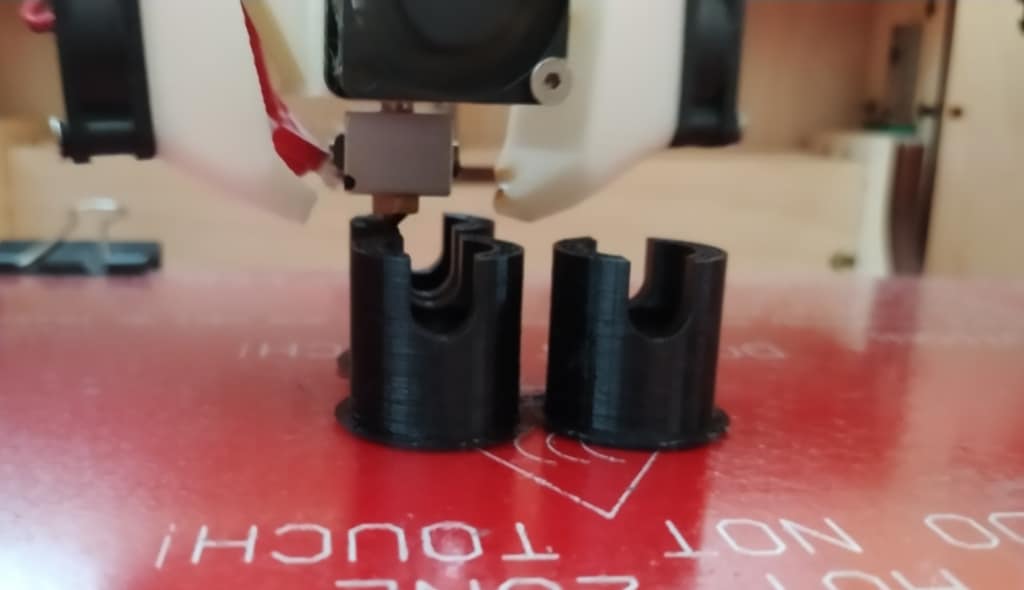
Когда поставили высокоточные механические части, укрепили максимально раму от возможных расшатываний и дали принтеру возможность действительно быстро перемещать оси, прям очень быстро, то изделия внезапно потеряют качество. Но не так как при люфтах — вместо волн и наплывов, будут тонкие линии и дыры. Да и мотор экструдера как-то странно пощелкивает. Что же произошло? Мы достигли предела производительности хотэнда.
Хотэнд 3D принтера так же влияет на скорость печати. Тут проблема кроется в количестве пластика, которое он может расплавить и пропустить через себя за единицу времени. Как мы знаем, зона расплава пластикового прутка весьма маленькая, ограничена она высотой нагревательного блока. Выше него термобарьер должен быть холодным и пластик в нем плавиться не должен.
Решением этой проблемы является установка блока увеличенного размера, например, Volcano. Для сравнения, обычный блок E3D имеет зону расплава длиной всего 11,5 мм. У Volcano же зона расплава пластика 20 мм. Соответственно, в продаже для него можно даже найти сопла диаметром более 1 мм.
Одни производители и продавцы указывают производительность хотэнда. Другие, скорость перемещения механики. Но ничего из этого не не отображает действительную скорость печати 3Д принтера. Это все только маркетинг. Характеристики реальны теоретически, но Вы их, скорее всего, никогда не достигнете на практике. А реальные средние показатели печати будут на уровне более дешевых принтеров с менее впечатляющими характеристиками.
Скорость печати 3D принтера является совокупностью таких факторов как:
— Скорость перемещения механики
— Форма и размер печатаемой модели
Сейчас, к сожалению, 3D сообществом не принята и не придумана никакая «эталонная» 3D модель для оценки скорости печати принтера. Тестовые модели для оценки качества печати, точности осей и прочие, есть, а вот для оценки скорости нет. На мой взгляд, это даже не возможно. Если взять несколько абсолютно разных по форме и размерам моделей и несколько разных 3D принтеров, вполне может оказаться, что не будет принтера, который показал лучшее время печати на всех моделях. У одного может быть более высокая начальная скорость и он лучше себя покажет на моделях сложной формы, но ему не хватит максимальной скорости на больших простых моделях. У другого маленькая начальная скорость, но высокая максимальная, которую он сможет достичь на простых моделях.
Поэтому, если хотите с кем-нибудь помериться скоростями, то просто распечатайте один и тот же файл. Причем, не модель, а уже подготовленный к печати в слайсере файл. Так вы выясните, чей принтер быстрее. Но помните, что это не точно.
G-CODE по-русски для 3D печати (Мини-справочник)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Часто, для качественной печати, и, особенно, при подборе параметров печати, при калибровке необходимо уметь читать и править G-код.
Банальный пример: установка своих значений для «Температурной башни» или создание стартового и конечного блоков кодов в слайсерах под конкретный принтер.
Надоело искать по разным сайтам, пытаясь найти ПРАВИЛЬНОЕ описание той или иной команды и ее параметров.
Сделал себе такой мини-справочник. Буду рад, если кому еще пригодится.
Старался описать максимальное количество используемых команд, кроме совсем уж специфичных.
(Да-да, особые команды для дельт, например, уж простите, считаю специфичными и мне не нужными)
Однако, большинство команд поддерживаются всеми принтерами и прошивками.
Внимание! Соответствие команд и параметров проверены только для прошивки Marlin.
G0(G1) Xnnn Ynnn Znnn Ennn Fnnn – перемещение.
G1 – линейное рабочее перемещение
Xnnn, Ynnn, Znnn – координаты.
Fnnn – скорость перемещения в мм/мин.(эта скорость будет использ. до след. изменения).
G0 X12 (переместится на 12 мм по оси X)
G0 F1500 (Установить скорость перемещения равной 1500 мм/мин.)
G1 X90.6 Y13.8 E22.4 (Переместиться на 90.6 мм по оси X и на 13.8 мм по оси Y в тоже время выдавить 22.4 мм материала.)
G4 Pnnn (или Snnn) – ожидание.
«G4 S2» и «G4 P2000» – эквивалентны
Откат филамента в соответствии с настройками M207.
Подача / восстанавливает положение пластика в соответствии с настройками M208.
С этого момента отсчет будет вестись в дюймах/миллиметрах.
G28 – домой по всем осям.
Команда позволяет создать компенсационную(по высоте Z) сетку и использовать ее в дальнейшем при печати. Сетку можно использовать многократно, даже после выключения принтера.
После использования команды G28 сетка, созданная командой G29 «слетает».
Необходимо сохранять сетку стразу после ее создания! Для вызова сетки из памяти использовать команду М420.
Перед использованием G29 обязательно использовать G28, иначе сетка будет неверной.
Создание Mesh Bed Leveling вручную(через команды):
1. Введите G29 S0 для начала создания сетки.
2. Введите G29 S1 для установки первой точки сетки.
3. Выровняйте сопло по высоте при помощи бумажки(как обычно).
4. Введите G29 S2 для сохранения значения и перехода к новой точке
5. Повторить шаги 3 и 4, пока процедура создания не закончится.
6. Введите M500 чтобы записать полученную сетку в EEPROM.
Создание Mesh Bed Leveling при помощи меню принтера(функция должна быть активна в прошивке):
1. Выберите пункт Prepare, а после Auto home (она же команда G28).
2. Выберите пункт Prepare, а после Level Bed.
3. Ждите начала инструкций на экране. Нажмите «крутилку» на экране, при появлении надписи «Click to Begin». Голова уедет в первую точку сетки.
4. Используя «крутилку», поднимая или опуская сопло, выставите сопло по бумажке. Так же как при выравнивании стола. После того, как вы добились нужного зазора между соплом и бумажкой, нажмите на «крутилку». Голова уедет к новой точке сетки.
5. Повторяйте п.4 пока программа не пройдет все точки.
6. После окончания войдите в меню Control и выберите пункт Store memory для сохранения созданной сетки в EEPROM.
Для использования сохраненной в EEPROM сетки при печати используйте команду
Все координаты являются абсолютными относительно начала координат станка.
Все координаты с этого момента становятся относительными по отношению к последней позиции. Марлин переводит все оси в относительные координаты, в том числе экструдер.
Эта команда может быть использована без каких-либо дополнительных параметров.
Пример: G92 X10 E90
Двигатели можно вращать руками. Аналог команды M84
Если SD карта загружена при включении принтера, то это произойдет по умолчанию. SD карта должна быть проинициализирована для работы других функций SD карты.
Указанная SD карта будет освобождена. При будующих (случайных) попытках чтения происходит гарантированная ошибка. Полезно перед извлечением SD карты.
Пример: M23 filename.gco
Принтер будет печатать из файла выбранного с помощью команды M23.
Пример: M28 filename.gco.
На SD карте создается файл, обозначенный как filename.gco (если файл существует, то он перезаписывается) и все последующие команды на принтер записываются в этот файл.
Пример: M29 filename.gco
Файл, открытый командой M28 закрывается и все последующие команды исполняются принтером в нормальном режиме.
Пример: M30 filename.gco. filename.gco будет удален.
Пример: M32 filename.gco.
Используется для печати с SD карты и работает так же как M23 и M24
Переводит блок питания ATX из спящего режима в рабочий режим. Не работает на электронике без спящего режима.
Позволяет экструдеру производить экструзию в абсолютных/относительных единицах
M84 Snnn X,Y,Z,E – Перевести моторы в режим ожидания
Snnn – время в секундах.
Если тайм-аут задан с помощью Snnn, эта команда просто устанавливает таймаут неактивности шагового двигателя.
Если моторы(X,Y,Z или E) не указаны, эта команда немедленно отключает все.
Если указана одна или несколько осей, эта команда немедленно отключает указанные. Например, «M84 S10» переведет шаговые двигатели в режим ожидания после 10 секунд простоя.
Xnnn, Ynnn, Znnn – шаги на единицу по осям.
Еnnn – шаги на единицу для экструдера
Примеры: M92 X87.489 Y87.489 Z87.489 или M92 E420
Позволяет устанавливать количество шагов на единицу (обычно мм) для двигаетелй. Эти значения заменяются на значения из прошивки при включении питания, если не записать их в EEPROM см. M500.
Устанавливает температуру активного экструдера 190C и сразу же возвращает управление (то есть НЕ ЖДЕТ пока экструдер достигнет заданной температуры). Еще см. М109
Получает температуру активного экструдера и горячего стола в градусах Цельсия. Температура передается на подключенный компьютер. Ответ, переданный на компьютер может выглядеть так: ok T:201 B:117
Обрывает ожидание достижения заданной командами M109 и M190 температуры, продолжает печать.
Устанавливает температуру в градусах Цельсия и ожидает ее достижения. Еще см. М104
В этом примере устанавливается номер текущей строки 123. Таким образом ожидается, что следующая строка после этой команды будет 124.
M112 – Экстренная остановка
Устанавливает температуру стола 65C и сразу же возвращает управление (то есть НЕ ЖДЕТ пока стол достигнет заданной температуры). Еще см. М190
Устанавливает температуру в градусах Цельсия и ОЖИДАЕТ ее достижения. см. М140
М200 Dnnn Tnnn – Установить РЕАЛЬНЫЙ диаметр прутка филамента.
Dnnn – диаметр в мм.
Tnnn – номер экструдера. (для одноэкструдерных принтеров можно не указывать)
Используется для вычислений реального выдавливаемого объема.
Для установки номинальных параметров см. М404.
M201 Xnnn Ynnn Znnn Ennn – Установка максимальных ускорений (в мм/сек.в кв)
Xnnn, Ynnn, Znnn – ускорения в мм/сек в кв. для осей.
Ennn – ускорения в мм/сек в кв. для экструдера.
Можно использовать только один/два из параметров.
Пример: M201 X1000 Y1000 Z100 E2000
Для сохранения параметров в EEPROM использовать M500
М202 – Установка максимального ускорения для простого(холостого) перемещения.
!Не используется в Марлин! В мм/сек в кв. Пример: M202 X1000 Y1000
М203 Xnnn Ynnn Znnn Ennn – Установка максимальной скорости (в мм/сек)
Xnnn, Ynnn, Znnn – макс.скорость для осей.
Ennn – макс.скорость для экструдера.
Можно использовать только один/два из параметров.
Пример: M203 X6000 Y6000 Z300 E10000
Для сохранения параметров в EEPROM использовать M500.
М204 Pnnn Rnnn Tnnn – Установка ускорений (в мм/сек.в кв)
Pnnn – Ускорения при печати
Rnnn – Ускорение ретракта
Tnnn – Ускорения при холостых перемещениях
Можно использовать только один/два из параметров.
Пример: M204 P800 T3000 R9000
Для сохранения параметров в EEPROM использовать M500.
М205 Xnnn, Znnn, Ennn – Установка максимальных рывков(jerk) (мм/сек)
Xnnn – рывок по осям Х и Y. (по этим осям рывки одинаковые)
Znnn – рывок по оси Z.
Ennn – рывок для экструдера.
Можно использовать только один/два из параметров.
Пример: M205 X30 Z5 – Установить рывок по X/Y = 30, по Z рывок = 5.
Для сохранения параметров в в EEPROM использовать M500.
М206 Xnnn, Ynnn, Znnn – Установка смещений относительно концевиков(ноля)
Подобие команды G92, но эти смещения можно записать в EEPROM см. М500.
Пример: M206 X10.0 Y10.0 Z-0.4
M207 Snnn Fnnn Znnn – Установка параметров ретракта (втягивание прутка)
Snnn – положительное значение ретракта в мм.
Fnnn – скорость подачи мм/сек.
Znnn – лифт(подъем) головы по оси Z в мм при ретракте. (Помогает не задеть модель)
Пример: M207 S4.0 F2400 Z0.075
Используется впоследствии для команд G10 и G11.
Для сохранения параметров в в EEPROM использовать M500.
M208 Snnn Fnnn – Параметры восстановления подачи прутка после ретракта
Snnn – положительное значение подачи в мм.
Fnnn – скорость подачи мм/сек.
Для сохранения параметров в в EEPROM использовать M500.
M209 Snnn – Вкл/выкл автоматического ретракта
Snnn – значение 1 – вкл, 0- выкл.
Используется, если слайсер не поддерживает команды G10 и G11.
Каждая команда «выдавливания» будет классифицироваться как ретракт, в зависимости от значения (положительное или отрицательное).
M218 Tnnn Xnnn Ynnn – Установка смещения головы
Xnnn, Ynnn – координаты по Х,Y.
Пример: M218 T0 X50 Y10.5
M301 Hnnn Pnnn Innn Dnnn — Записать PID параметры хотэнда(!)
Hnnn – номер экструдера. H1 – первый эксрудер(хотэнд).
Пример: M301 H1 P1 I2 D3
Для сохранения параметров в EEPROM использовать M500.
Для записи PID стола смотри М304.
M302 Snnn – Разрешить выдавливание при температуре Snnn и выше.
Пример: M302 S170 – разрешить выдавливать(включать мотор экструдера) при температуре сопла 170С и выше. М302 S0 – выдавливать при любой температуре.
M303 Ennn Snnn Cnnn — Запустить процесс PID калибровки для стола/хотэнда
Snnn – температура калибровки.
Cnnn – количество циклов калибровки. Больше циклов – точнее параметры.
Пример M303 E1 C8 S110 – калибровка PID стола при температуре 110С в течении 8-ми циклов.
Параметры PID будут выведены строкой, на экран терминала программы работающей в соединении с принтером, например Repetier-Host.
M304 Pnnn Innn Dnnn — Записать PID параметры стола(!)
Пример: M301 H1 P1 I2 D3
М301 – без параметров выведет текущие параметры.
Для сохранения параметров в EEPROM использовать M500.
Для записи PID экструдера смотри М301.
М404 Wnnn – Установка номинальной толщины филамента 1.75 или 3.
Wnnn – номинальная(теоретическая) толщина филамента в мм.
M404 – без параметров выведет текущее номинальное значение строкой.
Это значение используется для определения процентной разницы при автоматической настройке расхода в ответ на измеренную ширину нити и должно соответствовать значению, используемому для ширины нити в настройках слайсера.
Установка реальной толщины филамента см. М200.
М420 Snnn – Вкл/выкл использования сетки компенсации кривизны стола (MESH_BED_LEVELING)
Snnn – S1 вкл., S0 выкл.
M420 S1 – использовать при печати сетку компенсации кривизны стола загруженной из EEPROM.
См. G29 чтобы получить текущий статус и создать сетку компенсации кривизны стола.
М500 – Сохранение данных в EEPROM
М501 – Чтение данных из EEPROM
М600 – Команда для автоматической смены филамента
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Скорость, ускорение и рывки 3D печати: настройки 3D принтера, возможные дефекты
Настройка скорости 3D печати не тривиальная задача задачей, как могло бы показаться с первого взгляда. На создание некоторых отпечатков может уйти до нескольких часов. К счастью её можно отрегулировать, но учитывайте, высокая скорость может привести к дефектам и проблемам 3D печати. К концу этого руководства вы узнаете, как найти идеальный баланс между скоростью и качеством печати.
Одна из ключевых настроек вашего 3D-принтера — это настройки скорости, которые достаточно просто изменить. Когда мы говорим о скорости печати 3D-принтера, мы имеем в виду, насколько быстро или медленно перемещается экструдер в рамках каждого слоя 3D модели нарезанной в слайсере. Все мы хотим, чтобы наши отпечатки быстро создавались, но лучшее качество обычно достигается за счет более медленных скоростей печати.
В Cura «Скорость » имеет отдельный раздел во вкладке «Настройки ».
Все зависит от того, как вы настраиваете этот параметр. Различные изменения будут иметь свои вариации результатов. Это то, что делает скорость фундаментальным аспектом 3D-печати.
Поскольку это очень важный фактор, скорость не может регулироваться одной настройкой. Вот почему вы увидите несколько настроек в этом разделе. Давайте посмотрим на них ниже.
Скорость печати по умолчанию в Cura составляет 60 мм / с, что является удовлетворительным универсальным решением. Тем не менее, есть большие различия в изменении этой скорости на другие значения.
В чем помогают настройки скорости 3D-печати?
Настройки скорости печати помогают в следующих случаях:
Скорость во многом зависит от требуемого качества, точности и прочности вашей детали. Правильные настройки скорости могут обеспечить идеальный баланс между всеми указанными свойствами.
Например, если ваши отпечатки получаются низкого качества и не так точны, как вам хотелось бы, уменьшите скорость печати на 20-30 мм / с и посмотрите на результат.
Для прочности детали и хорошей адгезии рассмотрите возможность изменения «Начальной скорости слоя» и поэкспериментируйте с другими значениями. Правильная настройка здесь определенно может помочь с вашими первыми несколькими слоями.
По мере увеличения скорости печатающей головки увеличивается импульс, что обычно приводит к рывкам. Это может вызвать «звон » на отпечатках и другие подобные дефекты.
Чтобы решить эту проблему, вы можете немного снизить скорость движения, а также снизить скорость печати в целом. Это должно повысить вероятность успешной печати, а также улучшить общее качество печати и точность размеров.
Для некоторых материалов, таких как TPU, даже для успешной печати требуется значительно более низкая скорость печати.
Как мне получить идеальные настройки скорости печати?
Лучший способ подобрать идеальные настройки скорости печати — начать печать со скоростью по умолчанию, равной 60 мм / с, а затем изменять ее с шагом 5 мм / с.
Идеальные настройки скорости печати — это те, которые вы наблюдаете самостоятельно после систематических проб и ошибок. Многократное повышение или понижение отметки 60 мм / с рано или поздно окупит себя.
Обычно это зависит от типа печати, которую вы пытаетесь сделать: прочные детали за меньшее время или более подробные детали, которые занимают значительно больше времени.
Оглядываясь вокруг, я обнаружил, что люди обычно используют скорость 30-40 мм / с, чтобы печатать детали, которые выглядят действительно красиво.
Для внутреннего периметра скорость можно легко увеличить до 60 мм / с, но когда дело доходит до внешнего периметра, многие люди вдвое меньше этого значения и печатают около 30 мм / с.
Получение идеальной скорости печати зависит от многих факторов, таких как то, насколько вы хотите высочайшего качества, а также от того, насколько точно настроена ваша машина.
Эксперименты — это то, что может привести вас к поиску оптимальных настроек скорости печати, которые лучше подходят для вашего 3D-принтера и материала.
Это потому, что не все материалы одинаковы. Либо вы можете получать высококачественные отпечатки на более низких скоростях, либо отпечатки среднего качества на высоких скоростях для более эффективных целей.
Тем не менее, есть материалы, которые позволяют быстро печатать и получать потрясающее качество, такие как PEEK. Это, очевидно, зависит от материала, которым вы печатаете.
Вот почему я расскажу вам о хороших скоростях печати для 3D-принтеров в целом, а также для некоторых популярных материалов ниже.
Какова хорошая скорость печати для 3D-принтеров?
Хорошая скорость печати для большинства 3D-принтеров составляет от 40 мм / с до 100 мм / с, при этом рекомендуется 60 мм / с. Есть возможность опуститься даже ниже.
Однако вы должны знать, что ваша скорость печати не должна быть слишком низкой. Это может привести к перегреву печатающей головки и вызвать серьезные дефекты печати.
С другой стороны, слишком высокая скорость может испортить вашу печать, вызывая определенные артефакты печати. Звон в основном вызван чрезмерно сильными вибрациями печатающей головки при слишком высокой скорости.
Учитывайте что при больших скоростях греются драйвера двигателей, устанавливайте охладение или не печатайте на высоких скоростях.
В настройках 3D принтера есть очень важные параметры на которые зачастую не обращают внимание — это скорость, ускорение и рывки.
Скорость печати — это основная настройка скорости, которая влияет на качество ваших 3D-отпечатков. Как следует из названия, скорость печати определяет, насколько быстро двигаются двигатели вашего принтера. Сюда входят двигатели, управляющие осями X и Y, а также двигатель (и ) экструдера.
Чтобы проверить скорость печати, загрузите тестовую модель скорости печати, указанную выше. По ссылке вы найдете инструкции о том, как создать настройки для этого отпечатка. По сути, он будет печатать ту же форму с постепенно увеличивающейся скоростью, что позволяет визуально определить оптимальную настройку.
Скорость перемещения
Скорость движения регулирует, насколько быстро движется печатающая головка принтера, когда она не выдавливает пластик. Увеличение скорости перемещения может значительно сэкономить время печати, но слишком большое ее увеличение может привести к появлению артефактов (звон /двоение) или даже смещения слоев.
Скорость втягивания
Скорость отката регулирует, насколько быстро принтер отводит нить назад (втягивание ) перед перемещением. Этот параметр имеет решающее значение для уменьшения количества паутинок и повышения качества печати. Слишком медленно и вы получите паутинки и точки на поверхности отпечатка. Если слишком быстро, вы получите истирание нити и как следствие паутинки.
Чтобы определить оптимальную скорость втягивания для вашего принтера, распечатайте тестовую модель скорости втягивания при различных скоростях втягивания, начиная с 25 мм / с и далее регулируя с шагом 5 мм / с. Идеальная скорость втягивания должна быть наивысшей величиной, которая сводит к минимуму эти артефакты, при этом не подвергая проблемам поток нити.
Чтобы улучшить скорость отвода, этот параметр обычно делится на еще два дополнительных параметра :
Чтобы узнать больше об уменьшении натяжения, ознакомьтесь с нашим специальным руководством по скорости отката.
Скорость печати стенок, заполнения и высота слоя
Заполнение: Заполнение — это внутренняя структура, созданная для экономии материала при печати внутренней части 3D-принтов. Шаблон заполнения незначительно повлияет на скорость печати, в то время как плотность заполнения существенно изменит время печати. Более высокая плотность заполнения увеличит прочность детали, но также увеличит время печати.
Высота слоя: высота слоя существенно влияет на скорость печати ваших отпечатков. Чем больше высота вашего слоя, тем толще каждый слой вашего отпечатка и следовательно, тем быстрее они будут завершены. Отрегулируйте её в зависимости от того, какое разрешение печати вам нужно.
Ускорение и рывки
Вы испробовали бесчисленное количество решений и ничего не помогает. Теперь вы наткнулись на эти волшебные настройки, называемые рывком и ускорением.
Как мне получить идеальные настройки рывка и ускорения? Методом проб и ошибок было обнаружено, что значение рывка 7 для осей x и y и ускорение 700 очень хорошо подходят для большинства 3D-принтеров для решения проблем с печатью. Это хорошая отправная точка, но может потребоваться некоторая настройка вашего 3D-принтера, чтобы получить идеальные настройки.
Что такое настройка ускорения?
Параметр «Ускорение » измеряет, насколько быстро ваша печатающая головка набирает скорость, ограниченной скоростью 3D-принтера, указанной в настройках слайсера.
Чем выше значение параметра, тем быстрее печатающая головка наберет максимальную скорость, чем ниже значение параметра, тем медленнее печатающая головка наберет максимальную скорость.
Во многих случаях ваши максимальные скорости не будут достигнуты при 3D-печати, особенно для небольших объектов, потому что расстояние не так велико, чтобы в полной мере использовать ускорение.
Это очень похоже на ускорение автомобиля: если автомобиль может разогнаться до 100 км / ч, но на вашем пути много поворотов, вам будет сложно достичь максимальной скорости.
В слайсере Cura это включение «Ускорение печати» может сократить время печати за счет качества печати.
Ваш слайсер на самом деле не имеет ничего общего с ускорением, поскольку выдает G-код, чтобы сказать, куда должна идти печатающая головка и с какой скоростью. Это прошивка, которая устанавливает ограничения на скорость и решает, как быстро разогнаться до заданной скорости.
Каждая ось вашего принтера может иметь разные настройки скорости, ускорения и рывка. Настройки осей X и Y обычно одинаковы, в противном случае ваши отпечатки могут иметь разные функции в зависимости от ориентации детали.
Существуют ограничения на то, насколько высоко вы можете установить ускорение, особенно при печати под углами более 45 градусов.
Что такое настройка рывка?
Это довольно сложный термин и имеет разные описания в зависимости от того, какую прошивку вы используете. По сути, это приблизительное значение, определяющее минимальное изменение скорости, требующее ускорения.
Параметр «Рывок » измеряет скорость, с которой печатающая головка перемещается из неподвижного положения. Чем выше значение настройки, тем быстрее он будет выходить из устойчивого положения, чем ниже значение настройки, тем медленнее он будет выходить из устойчивого положения.
Это также может быть известно как минимальная скорость, с которой ваша печатающая головка замедлится, прежде чем начнется скорость в другом направлении. Думайте об этом как о машине, которая едет прямо, а затем замедляется перед поворотом.
Если рывок высокий, ваша печатающая головка не замедлится так сильно, прежде чем изменит направление движения.
Когда печатающая головка получает команду изменить скорость и направление в G-коде, если разница в расчетах скорости меньше указанного значения рывка, это должно произойти «мгновенно ».
Более высокие значения рывка дают вам:
Более низкие значения рывка дают вам:
Опытным путем установлено, что значение рывка 10 дает такое же время печати при скорости 60 мм / с, как значение рывка 40. Только когда он увеличил скорость печати с 60 мм / с до примерно 90 мм / с, значение рывка дало реальные различия в время печати.
Высокие значения параметров рывка в основном означают, что изменение скорости в каждом направлении происходит слишком быстро, что обычно приводит к дополнительным вибрациям.
Имеется вес от самого принтера, а также от движущихся частей, поэтому сочетание веса и быстрого движения не очень хорошо влияет на качество печати.
Негативные эффекты качества печати, которые вы увидите в результате этих вибраций, называются ореолом или эхом.
Какие проблемы решают настройки рывков и ускорения?
Регулировка настроек ускорения и рывков решает целый ряд проблем, даже если вы не знали, что это проблема.
Это может решить следующее:
Как мне получить идеальные настройки ускорения и рывка?
Существуют определенные конфигурации, которые опробованы и протестированы в мире 3D-печати. Это замечательно, потому что это означает, что вам нужно очень мало тестирования, чтобы получить наилучшие настройки для себя.
Вы можете использовать эти настройки в качестве базовых, изолировать ускорение или рывки, а затем постепенно увеличивать или уменьшать их, пока не получите желаемое качество.
Теперь о настройках.
Для настройки рывка вы должны попробовать 7 мм / с и посмотреть, как получится.
Рывок X и Y должен быть на 7. Ускорение для X, Y, Z должно быть установлено на 700.
Вы можете войти прямо в меню на принтере, выбрать настройку управления, затем «движение », вы должны увидеть настройки ускорения и рывков.
Vx — 7
Vy — 7
Vz — можно не трогать
Amax X — 700
Amax Y — 700
Amax Z — можно не трогать

Настройки ускорения и рывков на дисплее Ender 3
Если вы предпочитаете делать это в своем слайсере, Cura позволяет вам изменять эти значения, не перепрограммируя прошивку.
Вам просто нужно будет зайти в настройки Cura и щелкнуть расширенные настройки или пользовательские настройки, чтобы просмотреть значения рывка и ускорения.
Если уменьшение рывка делает работу слишком медленной, вы можете немного увеличить скорость печати, чтобы это компенсировать. Если просто уменьшение рывка не решает вашу проблему, уменьшите ускорение и посмотрите, какая разница.
Некоторые люди оставляют настройки рывка равными 0 и имеют ускорение 500, чтобы получить отличные отпечатки. Это действительно зависит от вашего принтера, а также от того, насколько хорошо он настроен, собран и обслужан.
Бинарный метод поиска оптимального рывка и ускорения
Алгоритм двоичного поиска обычно используется компьютерами для поиска программ и может использоваться во многих приложениях, таких, как этот здесь. Что он дает, он дает надежный метод калибровки с использованием диапазонов и средних значений.
Как использовать бинарный метод:
Рекомендуется сохранить их в качестве профиля по умолчанию в слайсере. Так что в следующий раз, когда вы придете нарезать следующий отпечаток, он будет автоматически введен в настройки.
Я советую вам записать, какие были настройки, прежде чем менять их, чтобы вы всегда могли откатить их обратно, если корректировака не сработают. Если вы забыли это сделать, это не имеет большого значения, потому что должна быть настройка по умолчанию, чтобы вернуть ее к исходным настройкам.
Эти настройки действительно различаются от принтера к принтеру, потому что они имеют разный дизайн, вес и так далее. Например для Wanhao Duplicator i3 значение Jerk 8 и Acceleration 800.
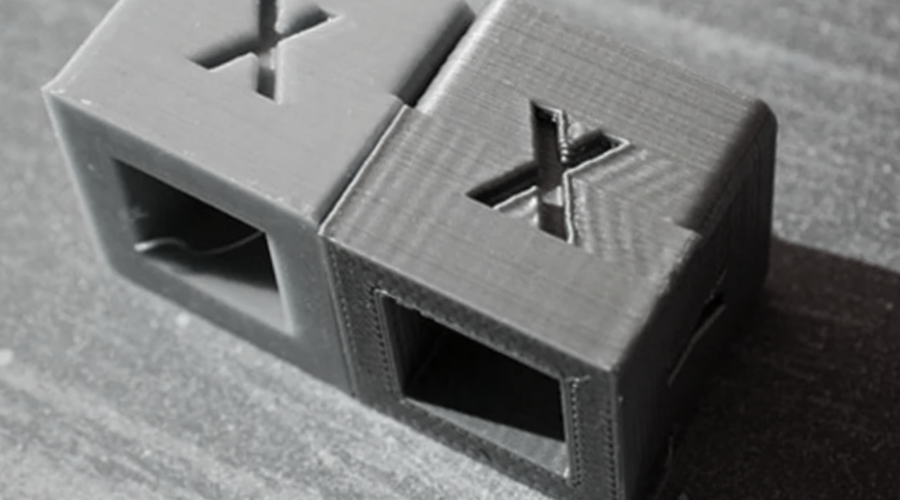
После того, как вы настроили свои принтер, используйте этот тест на привидение, чтобы проанализировать уровни двоения и определить, лучше или хуже.
Вам нужно искать ореолы на острых краях (на буквах, ямочках и углах).
Если у вас есть вибрации по оси Y, они будут видны на стороне X куба. Если у вас есть вибрации по оси X, они будут видны на стороне Y куба.
Калибровка ускорений и скоростей
Метод последовательных приближений. Нужно выбрать два значения, одно пессимистичное, другое оптимистичное. Например 500 и 1500 мм/с². Печатают с одним, потом со вторым, и смотрят результат. Допустим, на 500 было нормально, а 1500 многовато. Тогда берут среднее (1000 ) и печатают с ним. Потом опять среднее арифметическое между последним удачным и неудачным результатами, опять и опять пока результат не будет оптимальным.
Есть в загашнике еще один способ калибровки ускорений и ретрактов с помощью всего пары быстрых печатей. Покажем его на примере прошивки Marlin. На других прошивках, имеющих функционал управления ускорениями логика будет та же.
Для начала проверим 3D принтер. Моторы и драйверы не должны перегреваться, иначе они будут пропускать шаги не из-за больших ускорений, а просто сами по себе. Ремни должны быть оптимально натянуты, ничто не должно давать люфтит.
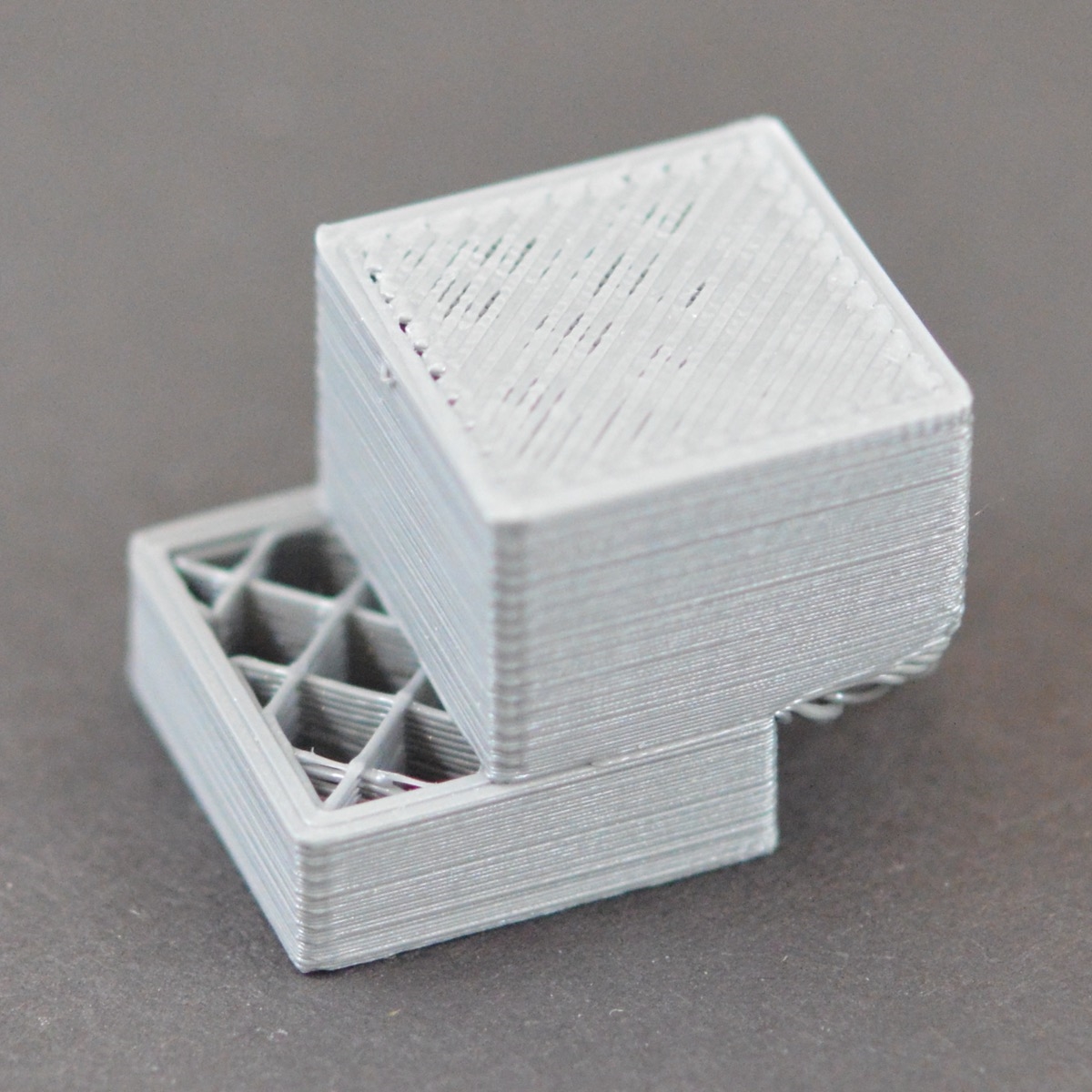
Если всё готово, переходим к самой калибровке. Нам понадобится модель кубика и любой слайсер. Кубик с ребром 20 мм (можно любой), без каких-либо надписей и углублений.
Загружаем кубик и делаем его башенкой нужной нам высоты. В Simplify3d для этого надо дважды кликнуть по модели, убрать галочку uniform scaling, чтобы можно было масштаб по осям отдельно редактировать и указать требуемую высоту. 100 мм будет достаточно.
Дальше настройки. Ширина линии и толщина слоя любые, 1 периметр, 0 слоёв крышки, 0 процентов заполнения. Режим вазы при этом не включаем, начало слоя выравниваем, чтобы было в одном месте. Скорость печати ставим обычную для себя, а так же выключаем всё, что может влиять на скорость движения головы. Например, управление ускорениями и рывками в Cura и Prusaslicer, замедление печати при низком времени слоя и так далее. Нарезаем и сохраняем куда-нибудь на компьютер.
Далее нужно добавить в код команды на изменение ускорений, рывков или любых других параметров, которые мы хотим калибровать. Можно это сделать через скрипт постобработки, например. Но универсальный вариант — своими руками. Тем более такая калибровка делается один раз и тратить время на обучение, чтобы сэкономить два раза по минуте нерационально.
Копируем наш G-code, чтобы не пришлось пере нарезать если что и открываем блокнотом, notepad++, sublime text или др.
Открываем поиск с помощью Ctrl + F и удаляем все команды, начинающиеся с M201, M204, M205 и M900. Они нам всё испортят, если их не удалить.
После этого ищем начало печати. Мотаем вниз и находим команду G28 — автопарковка.
Сразу после неё пишем:
M900 К0 — это отключит Linear Advance, если он включен. Если выключен, то просто ничего не сделает.
M201 X5000 Y5000 — это снимет ограничения по ускорениям, чтобы мы могли их ставить какими захотим
Дальше в зависимости от того, включено управление движением с помощью рывков или с помощью junction deviation.
Если рывки, то M205 X10 Y10 — установить их по 10 мм / с для осей Х и У. Это некоторые не очень большие значения, которые подойдут почти для любого принтера.
Потом их откалибруем отдельно.
Если Junction Deviation, то M205 J0.04 — это примерный аналог рывков по 10 мм/с.
Ну и ставим начальные условия по ускорениям: M204 P500 T500. P — это ускорения печати, T — ускорения перемещений. Выставляем их тут одинаковыми чтобы случайно на перемещении не вылететь за предел.
Снова открываем поиск. Каждые 5 мм высоты модели увеличиваем ускорение по 100 мм/с2. Так что ищу код подъёма на эту высоту: ввожу «z5 ». И тут же пишу хоть перед найденной строчкой, хоть после неё команду M204 P600 T600.
Дальше на высоте 10 мм выставляю M204 P700 T700, на высоте 15 мм пишу M204 P800 T800 и так до конца файла. Вы можете увеличивать значения по 200 или 50, увеличивать их чаще или реже — разница будет только в диапазоне и плавности переходов.
Теперь просто сохраняем полученный Gcode на флешку и запускаем печать на принтере. На всю модель уходит обычно минут 20 и все из них вы должны находиться рядом с печатающим принтером. Дело в том, что дойдя до больших ускорений, моторы могут перестать справляться и начнут пропускать шаги.
Для эндера например после 2000 мм/с2 перестанет справляться, но он всё отпечатал без пропусков. Я связываю это с использованием junction deviation с низким коэффициентом, а так же с низкой сложностью моделей.
Но больше всего интересен результат. По оси Х эхо совсем не сильное, начинает чувствоваться примерно от 2000, а в районе от 1000 до 1100 рябь вообще пропадает. Запомним цифры.
По оси Y эхо, естественно, сильное так как стол у прюшек тяжёлый и обладает большой инерцией. На ощупь эхо чувствуется, уже не с 2000, а примерно с 1200. При этом 2400 можно ставить, если это функциональные модели, где внешний вид не важен. Эхо практически пропадает с 900 до 1000 и примерно на 1800 мм/с2.
В общем, по этому тесту я определяю оптимальное значение ускорения для печати в районе от 900 до 1000 мм/с², при этих значениях и по Х и по У рябь практически полностью пропадает.
Второй тест позволит нам определить оптимальные значения junction deviation. Делается всё практически так же:
Удаляем все M900, M201, M204 и M205
Выключаем linear advance M900 K0
M201 X2000 Y2000 установит максимальные ускорения равными найденным из предыдущего этапа
M204 P900 T1800 выставит ускорение печати равным оптимуму из предыдущего этапа, а ускорения перемещений равными второй полоске без эха.
Если у вас её не было, то ставьте процентов на 10-20 меньше максимума.
Дальше для рывков команда M205 X5 Y5. Значения рывков по 5 мм/с довольно маленькие и сойдут в качестве отправной точки.
Для junction deviation отправной точкой можно взять 0.02 — это очень низкое значение. M205 J0.02
Ну и дальше так же каждые 5-10 мм добавляем эту команду с увеличенным значением. Для рывков предел возможен в 30 мм/с, дальше уже слишком жестоко. Для junction deviation предел 0.2. Максимальное значение junction deviation в марлине 0.3.
По оси Х всё отлично от низа до верха, тут ничего не меняется. По У до высоты примерно 35 мм рябь есть только в конце линий! Скорее всего, при этих значениях ускорений и JD, рябь от эха и от моторов совпадает и её просто не видно. Примем на данный момент оптимальным значение 0.08, то есть на высоте от 30 до 35 мм.
Полученные значения сохраняем в прошивку через экран или с помощью команд:
M201 X2000 Y2000 — установить максимальные ускорения по осям Х и У равными 2000 мм/с2
M204 P900 T1800 — установить ускорения печати и перемещений 900 и 1800 мм/с2
M205 J0.08 — установить значение juntion deviation равным 0.08
M500 — сохранить настройки в EEPROM.
Этот метод калибровки не особо точен, но вы со спокойной душой можете скачать или создать любую другую. Так же вы можете включить linear advance и прогнать ту же калибровку для установки ускорений, до которых этот самый эдванс тормозит ваш принтер. Эхо перестанет меняться с того значения, на котором наступает ограничение. Можете откалибровать ускорения и рывки оси Z или экструдера. Для стабильности печати желательно использовать не предельные значения, а понижать их на 20-30%. Иначе чуть скакнёт напряжение, чуть перегреются драйверы или моторы и случится пропуск.