Чем клеить медь
Для склеивания бронзы используют реакционные клеи. В отличие от растворов, при полимеризации не происходит или почти не происходит изменение объёма. Это очень важный фактор, так как нередко зазоры между двумя фрагментами настолько большие, что если мы будем использовать клей на растворителе, то после высыхания такого клея соединение двух фрагментов не произойдёт полностью.
Реакционные клеи – это, как правило, двух компонентные клеи. К ним относятся эпоксидные и акриловый смолы. Для начала полимеризации используется стартер.
Раньше я использовал эпоксидную смолу, но сейчас клею акриловой смолой на основе ММА. Это тоже самое, что и оргстекло. Такие массы применяются в стоматологии. В отличии от эпоксидной смолы, все это реверсивно. Если что не так склеите, то всегда можно откорригировать. Перед нанесением клея, если это необходимо, нужно закрепить место склейки слабым раствором Паралоида Б72 (7-10 % в ацетоне).
Перед этим места склейки частично вычищаются, на сколько это возможно и самое главное – НЕ до металла. Как бы просто всё это не звучала, работа требует особой аккуратности.
Теперь про саму массу (клей). Как уже и писал, есть готовые двухкомпонентные препараты у стоматологов. Есть только одно но, как правило, они очень жидкие. В стартере присутствует наполнитель, но это не всегда хорошо. Все равно придётся использовать загуститель тот же П (ЕМА/МА). Консистенция должна быть как у сгущенного молока. Можно чуточку гуще. Самое главное, чтобы при нанесении все это не особо растекалось.
При нанесении такого клея на закреплённую поверхность доделочная масса растворяет поверхностно закрепитель и после полимеризации всё соединяется воедино.
Если этого нет, то можно использовать эпоксидную смолу. Но работайте с ней предельно аккуратно. Если не туда капнули или эпоксид потёк, то сразу протирайте ацетоном, а то когда затвердеет – трындец.
Способы реставрации бронзовых изделий в домашних условиях

Бронзовые изделия всегда предают интерьеру шарм и служат главными украшениями дома. Но со временем владельцы бронзовых украшений могут увидеть налёт и трудноудаляемую пыль на предметах интерьера. Тогда и возникает вопрос, как сделать бронзу вновь сияющей и вернуть ей былую красоту и шик. Прежде чем приступать к чистке бронзы в домашних условиях, следует точно понять из какого сплава сделана вещь. Ведь чем больше известно о сплаве, тем быстрее и легче будет очистить предмет, при этом не испортив его.
Отличие латуни от бронзы
Для того чтобы отличать латунь от бронзы, нужно знать особенности их строения:
 Именно из-за наличия меди в составе обоих металлов, их сложно различить. Но из-за присутствия других разных химических элементов, бронза с латунью отличаются друг от друга как по свойствам и структуре, так и по долговечности. По внешнему виду предметы из этих сплавов также можно отличить: изделия из латуни более жёлтые, чем изделия из бронзы, которые имеют тёмно-коричневый цвет.
Именно из-за наличия меди в составе обоих металлов, их сложно различить. Но из-за присутствия других разных химических элементов, бронза с латунью отличаются друг от друга как по свойствам и структуре, так и по долговечности. По внешнему виду предметы из этих сплавов также можно отличить: изделия из латуни более жёлтые, чем изделия из бронзы, которые имеют тёмно-коричневый цвет.
Очистка металла от налета
 Со временем на металлических предметах появляется налёт-патина. Это естественная реакция металла на окружающую среду. Перемены температуры воздуха, освещения и влажности негативно влияют на бронзовые вещи.
Со временем на металлических предметах появляется налёт-патина. Это естественная реакция металла на окружающую среду. Перемены температуры воздуха, освещения и влажности негативно влияют на бронзовые вещи.
Патина-это защитный слой, который защищает металл от дальнейшего разрушения. Но стоит помнить, если патина неравномерно покрывает предмет или на изделиях появились тёмные пятна, то постепенно металл разрушается.
Чтобы очистить металлические предметы от результата окисления нужно подготовить:
 Перед началом реставрации изделий из бронзы предметы нужно ополоснуть в растворе кальцинированной соды. Это поможет очистить изделие от въевшейся пыли и других загрязнений. Особенно актуально для люстры, бра и украшений из бронзы. Медали и монеты погружают в раствор полностью. Затем, изделия промывают проточной водой.
Перед началом реставрации изделий из бронзы предметы нужно ополоснуть в растворе кальцинированной соды. Это поможет очистить изделие от въевшейся пыли и других загрязнений. Особенно актуально для люстры, бра и украшений из бронзы. Медали и монеты погружают в раствор полностью. Затем, изделия промывают проточной водой.
Для очистки бронзовых предметов очень часто используют натуральные продукты. Например:
 Для очистки бронзовых и латуниевых предметов используют и химические средства очистки. Но прежде чем использовать более радикальные методы реставрации изделий, лучше попробовать более щадящие методы чистки. Если с патиной справится не удалось, то помогут химические вещества. Например:
Для очистки бронзовых и латуниевых предметов используют и химические средства очистки. Но прежде чем использовать более радикальные методы реставрации изделий, лучше попробовать более щадящие методы чистки. Если с патиной справится не удалось, то помогут химические вещества. Например:
Для очищения бронзовых украшений подходит бытовая химия:
При использовании химии нужно соблюдать технику безопасности. Все работы нужно выполнять в хорошо проветриваемых помещениях, вдали от источников огня, на руки надевать резиновые перчатки.
Советы по уходу после реставрации
Чтобы налёт больше не появлялся на бронзовых предметах интерьера, нужно выполнять несколько простых правил:
Несмотря на эффективность и безопасность перечисленных методов очищения бронзовых вещей, лучше всего этот процесс доверить профессионалам. Они быстро приведут изделие в порядок и не повредят металл.
Как выполняется сварка бронзы, какие существуют методики
Бронза среди материалов получила большую популярность. Но существенно портят всю картину сложности, возникающие во время проведения сварочных работ. Многие понимают, что бронза – это не химический элемент, а сплав, однако не каждый знает о том, что состав материала может быть различным.
В общем смысле под бронзами подразумевают сплавы меди, в которые добавлены такие легирующие элементы, как алюминий, олово, кремний или марганец.

Сразу отметим, что по ряду физических свойств бронза схожа с латунью. В частности, для этих материалов определены идентичные способы сварки. В металлургии же существует четкое разделение сплавов. Если в качестве основного элемента используется медь с цинком, то образованный сплав называется латунью.
Виды бронзы определяются, в зависимости от того, какой элемент используется для легирования. В простейшей классификации бронзы можно разделить на оловянные и безоловянные. Оловянная бронза в своем составе, помимо меди и олова, может иметь никель, фосфор, цинк. Считается, что именно добавление в сплав олова делает его более качественным.
Особенности
Нередко при варке оловянной бронзы наблюдается такое явление, как образование застывших капель. Происходит это по той причине, что легкоплавкие фракции всплывают на поверхность. Такие компоненты, как свинец и цинк, подлежат угару. Их температура кипения ниже, чем у меди, поэтому происходит процесс естественного испарения.
Следует контролировать тип пламени. Оно должно быть строго нормальным. В окислительном пламени выгорает олово, а науглероживающее пламя приводит к появлению пор. Расход ацетилена при газовой сварке должен составлять 70-120 литров в час на 1 мм толщины листа металла. Поверхность должна находиться в зоне восстановительного пламени, что составляет 7-10 мм. Только так можно снизить степень выгорания олова.

Детали из литой бронзы рекомендуется предварительно разогреть до температуры 450°C градусов. Присадочным материалом служит проволока БрОЦ4-3 или БрОФ6,5-0,15. Сложности сварки алюминиевой бронзы связаны с образованием оксидной пленки, которая имеет высокую температуру плавления. С ней можно бороться только при наличии специального флюса. В качестве последнего выступает вещество, содержащее фтористый натрий, хлористый натрий, хлористый барий и хлористый калий. Кремнистая бронза, в отличие от остальных видов сплавов, неплохо сваривается за счет присутствия таких элементов, как кремний и марганец.
Существуют особенности, характерные для любого сплава, содержащего медь. Об этих особенностях сварщик обязан знать, ведь он в обязательном порядке столкнется с определенными сложностями. Наличие в сплаве меди определяет его физические свойства. Теплопроводность бронзы, как и латуни, достаточно высокая, вследствие этого приходится учитывать интенсивную отдачу тепла. Быстрая кристаллизация сопровождается образованием трещин. Здесь оказывает влияние еще один фактор – высокий коэффициент теплового расширения. При кристаллизации металла происходит его «стягивание», в результате чего возникают внутренние напряжения.
Бронза широко применяется художниками и скульпторами при изготовлении бюстов или памятников. Из нее делают фурнитуру и элементы декора. Сварочные работы должны обеспечивать не только надежное соединение, но и эстетичный вид. Наличие в сплавах таких элементов, как цинк, олово или свинец во многом определяет особенности сварочных работ.

Выгорание перечисленных элементов обусловлено существенной разницей в температурах кипения. После плавления металла в сварной ванне происходит поглощение атмосферного кислорода. С ним вступают в реакцию легирующие элементы. На поверхности ванны образуется пленка. Параллельно с этим в металл попадает водород, и при кристаллизации остаются поры. Они существенно снижают качество сварного шва.
Часть проблем удается решить, обеспечив защиту ванны инертным газом. Чаще всего используется аргон. Все вышеописанное указывает на то, что сварка бронзы является достаточно сложным процессом, поэтому сварщик обязан обладать определенными знаниями и опытом.
Подготовка к работе
На сегодняшний день сварка бронзы, как и прочих сплавов, содержащих медь, осуществляется тремя способами: ручная дуговая сварка, аргонодуговая сварка и газовая сварка. Подготовительные работы определены для каждого вида работ и не зависят от выбора способа сварки. Необходимость подготовки металлических поверхностей продиктована требованиями к сварочному шву.

Первым делом путем механической обработки необходимо сформировать кромки, которые будут прилегать друг к другу максимальной площадью. Затем наждачной бумагой или любым инструментом с абразивом придется отполировать торцы до появления характерного золотистого блеска. Данную процедуру нужно выполнять в любом случае, так как бронза быстро покрывается слоем окисла, который может препятствовать формированию качественного шва.
Если нет возможности провести механическую обработку, а кромки находятся в нормальном состоянии, то избавиться от окисла можно с помощью раствора азотной или соляной кислоты.
Ручная дуговая сварка
Сварка бронзы чаще всего необходима при проведении ремонтных работ, исправлении брака или при наплавке. Можно применять предварительный подогрев детали до 350-450°C градусов, однако следует помнить, что при высокой температуре прочность бронзы снижается. Ручная дуговая сварка ведется в нижнем положении. В качестве расходного материала применяются металлические или угольные электроды.

Возможна сварка и переменным током, однако для стабильной дуги сила тока должна быть существенно выше. Если при постоянном токе она выбирается исходя из расчета 40 А на 1 мм (диаметр электрода), то для переменного тока показатель возрастает до 80 А. Шов накладывается непрерывно, без поперечных движений электрода.
Литые детали из бронзы после сварки следует отжигать при температуре 500°C градусов. Прокат проковывается без разогрева. Фосфористая бронза подлежит дуговой сварке, но использовать рекомендуется электроды, в состав которых входит олово, фосфор и медь. Электроды для оловянной бронзы содержат цинк, олово, свинец, фосфор, никель, железо и медь. Алюминиевая бронза сваривается медными прутками, в которых присутствует алюминий, марганец и железо. Наплавка бронзы осуществляется бронзовыми электродами ОСЦ-5-3-20 или АЖ-9-4.
Аргонодуговая
Данный тип сварки принципиально схож с ручной дуговой сваркой. Отличие заключается лишь в том, что процесс происходит в среде защитного газа. Аргон тяжелее воздуха, поэтому он образует защитную зону, через которую к сварочной ванне не поступает атмосферный кислород. Аргонодуговая сварка может осуществляться неплавящимися вольфрамовыми электродами или плавящимися электродами, роль которых выполняют прутки.
Именно аргонодуговая сварка наиболее часто применяется при работе с бронзой и латунью. В особенности такое предпочтение отдается при толщине металла, превышающей 5 мм. Производительность сварки достаточно высокая, однако сам процесс требует от сварщика наличия определенной квалификации. Электрическая дуга, образованная между поверхностью металла и электродом, частично расплавляет кромки, после чего происходит соединение с образованием шва. Как было уже сказано выше, требуется предварительная подготовка кромок.

Существует ряд рекомендаций, позволяющий получить высококачественное соединение деталей из сплавов меди.
Сварка бронзы и латуни сопровождается выделением токсичный веществ, поэтому осуществляется с соблюдением всевозможных мер безопасности. Аргоновая сварка имеет ряд преимуществ перед остальными типами соединения.

Газовая
Газовая сварка медных сплавов используется преимущественна для того, чтобы максимально снизить угар легирующих элементов. Сварочное пламя настраивается так, чтобы отчетливо выделялись три зоны. Поверхность металла должна находиться на границе второй и третьей зоны. Работа с кремнистой бронзой требует наличия окислительного пламени. Оно получается при горении смеси кислорода и ацетилена, если соотношение первого газа ко второму составляет 1,2. Бронза, содержащая алюминий, при сварке доставляет немало проблем, так как образуется пленка из оксида алюминия, сгущающая содержимое сварочной ванны.

При отсутствии предварительной и последующей термообработки шва качество и прочность соединения, полученного при помощи газовой сварки составляет 85% от прочности основного метала. Хороший результат можно получить только после проковки шва. Газовая сварка требует от мастера большого опыта. При низкой скорости ведения горелки в металле могут образовываться поры. Необходимо правильно подобрать мощность горелки, состав газа, исходя из типа бронзы и толщины заготовки.
Первая попытка литья бронзы
Мастер, с которым я иногда работаю, уехал в отпуск и я не могу воспользоваться его литейкой и другим оборудованием, на даче у меня этого нет и потому я действовал максимально упрощенно. Вырезал из воска две модели (на случай, если первая не отольется) и воткнул их литниковыми каналами в полусферы пластилина.

Затем с помощью кисточки покрыл формомассой. Это желательно делать, если нет вакуумной установки и вибростола, формомасса так лучше покроет модель и будет меньше пузырьков воздуха.

Когда это все схватилось, поставил сверху опоки (те металлические трубки), вдавил их в пластилин и залил сверху формомассой. Через пару часов убрал пластилин, и оставил до утра досыхать. Утром отрезал литники. Обычно, потом опоки ставят в муфельную печь, чтобы выгорел воск, испарилась влага из формомассы и вся эта штука нагрелась градусов до 800 для комфортного и эффективного литья. Но как я уже говорил, у меня на даче нет муфельной печи и потому я вытапливал воск и испарял влагу с помощью обычной газовой печи и горелки.

Вот что получилось после второй попытки


Получилось такое вот кольцо.


Всем добра и котиков :з

Рукодельники
32.7K постов 48K подписчика
Правила сообщества
В сообществе запрещена торговля, обсуждение цен, ссылки на страницы с продажами, контакты автора в комментариях. Обязательна информация о материалах и инструментах в текстовом виде.
1. Будьте вежливы, старайтесь писать грамотно.
2. В публикациях используйте четкие и красивые фотографии.
3. Автор поста с тегом [моё] может оставить ссылку на свой профиль, группу или канал на других источниках, при условии, что ссылки (активные и не активные) не ведут на прямые продажи. Допускается не больше четырёх ссылок и только в конце поста (п. 8.5 основных правил).
-ссылки рекламного характера/спам;
-ссылки, ведущие на магазины с указанием стоимости товара/услуги;
-ссылки, ведущие на призывы, покупки, продажи, подписки, репосты, голосование и тому подобное.
(нарушение основных правил сайта, п.8.1 и п. 8.2).
При переходе по ссылке запрещено наличие активных (кликабельных) ссылок, ведущих на вышеперечисленное в п.3, содержание таких ключевых слов как «товар», «услуга», «купить», «продам», «в наличии», «под заказ» и т.п.
3.1 Размещение контактов автора (самим автором или другими пользователями) в комментариях запрещено и подлежит удалению (п. 9.1 и 9.3 основных правил).
4. Обязательным для авторов является наличие технических характеристик изделия в публикациях (материалы, техники, авторские приемы, размеры, времязатраты и прочее) в текстовом виде.
Также помечайте свою работу тегом «Рукоделие с процессом» или «Рукоделие без процесса».
5. Пост-видео, пост-фото без текстового описания переносится в общую ленту. Даже если в видео показан подробный процесс изготовления, делайте краткое описание для тех, у кого нет возможности/желания смотреть видео.
Администрация оставляет за собой право решать, насколько описание соответствует п. 5.
6. Посты с нарушениями без предупреждения переносятся в общую ленту.
За неоднократные нарушения автор получает бан.
Автор может размещать новую публикацию в сообществе, не допуская полученных ранее замечаний.
в некоторых бронзах присутствует свинец, гарантирующий отравление при длительном ношении.
по мне — очень круто!
А не будет ли кольцо из бронзы пачкать палец?
Вы этот момент как-то предусмотрели?
Круто, очень круто, тоже всегда хотелось попробовать, да как то думаю что инициативы и горелки маловато будет)))
Отличная попытка. Первый раз вижу процесс литья ювелирки. Интересно. Похоже на керамику, но со своими нюансами
лучше бы из серебра сделал


Колечко
13 век или ошибаюсь,подскажите пожалуйста!


Зеркало из Египта
Версия зеркала из Египта, новое царство. Литье, бронза




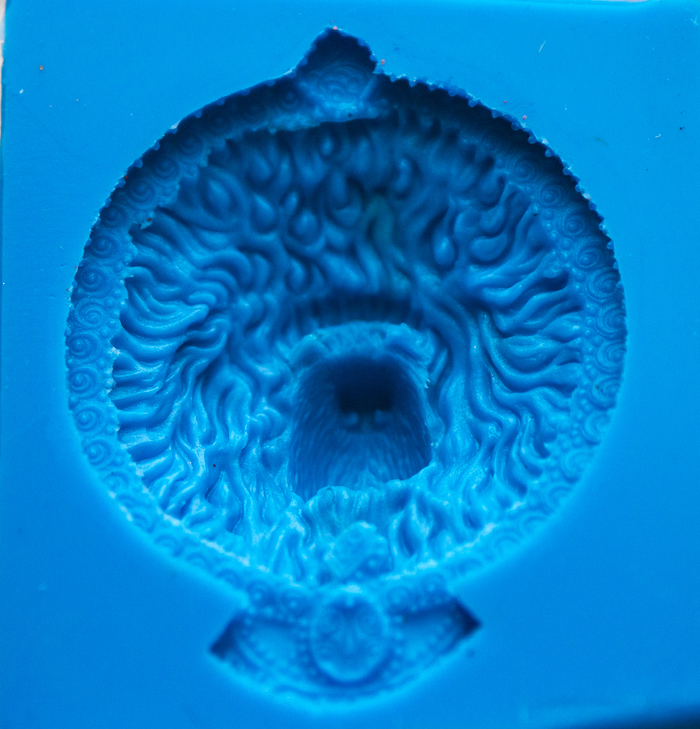
Кулон-горгулья


И путем технических процессов, которые я вам уже рассказывала, получаю металлическую штуку.


Keertis или Kotiaforge.

Латунное кольцо с жуком
Является моей курсовой. Выполнено по восковой модели.
Вырезал из воска я, на литьё отдал в приглянувшуюся мастерскую. После чего осталось отполировать, спаять с шинкой и нанести патину.


А вот и сама восковая модель. Резал скальпелем и иглами для капельницы. Да, знаю, надо штихелями, но не задалось.


Кольцо из вороньей лапы

Вообще о своем ювелирном творчестве я могу однозначно сказать, что всегда отвергаю какие-либо иные техники создания формы будущего изделия кроме ручной резки модели для дальнейшего литья. Упорно отказываюсь от ЧПУ-станков, 3D-печати (хотяяяяяя. но это будет другая история) и использования натуральных моделей. Это к примеру когда в слепочный материал формуется настоящий жук и получается копия в мельчайших подробностях фактуры. Нет, я создаю форму и фактуру с нуля. Посмотреть что у меня обычно получается можете в других моих постах или загуглить ник. Но одна идея, с которой ко мне однажды обратились не выходила из головы.


Где, как, откуда, буэээээ! Круг знакомых этого замечательного человека обширен и необычен. Нашлась девушка, которая вываривает черепа животных для коллекции. Ну с кем не бывает. Она подобрала мертвую (но свежую!) ворону, отчекрыжила ей голову, и вместе с подругой отправилась на берег местной речушки варить над костром эту голову в консервной банке от там же съеденных ананасов. А заодно по моей заявке и лапу конфисковала. Дальше дело техники.

Ну или не совсем техники. Несколько недель еще лапа пролежала у меня в морозильнике (хорошо упакованная) между нормальным мяском и пельмешками, пока я собирался с силами и ждал правильную слепочную резину.

Первым делом лапе нужно было завернуть задний оттопыренный палец вовнутрь. Помог суперклей, который если как раз и разрабатывался для полевых медиков, чтобы склеивать плоть. Так что он надежно стянул кожу в суставе. Хотя это еще далеко не кольцо по форме, много работы будет потом.
Теперь нужно залить эту гадость жидкой резиной (Пентэласт-718), и для этого укрепить лапу несколькими перемычками чтобы в будущем расплавленный воск хорошо проливал все полости.



Получается слепок для воска (не для металла). Да, на его стенках реально остатки вороньей кожи. Я честно мыл его сколько мог, но что-то так и осталось и могло потом попасть в воск. Лапа же наконец отправилась куда подальше из моего дома.

Вот этот фиолетовый воск уже другое дело, он более резиновый. Пока модель из слепка еще теплая и свежая, я обернул модель на стальной стержень. Какие-то суставы потом еще дополнительно подрезал и выправлял.


Родная фактура кожи претерпела конечно немало доработок, но модель сохранила эту настоящую чешуйчатую «драконью» кожу. Интересной задачей стала маскировка культи запястья. Там чешуйки пришлось полностью резать самому.



Итоговый вес кольца составил 14,4гр, размер 18-18,5.



А потом я еще тянул почти полгода чтобы опубликовать эти фотографии) Итого история создания кольца растянулась на два года, но сегодня наконец дошла до зрителя. Ворона обрела бессмертие в металле!


Осваиваю литье из металлокомпозита

Шел второй месяц борьбы с пузырями и непроливами; модернизацией вакуума; изучением текучести смол; подбора пропорций наполнителей.
Результат отливок из металлокомпозита и немного процесса.
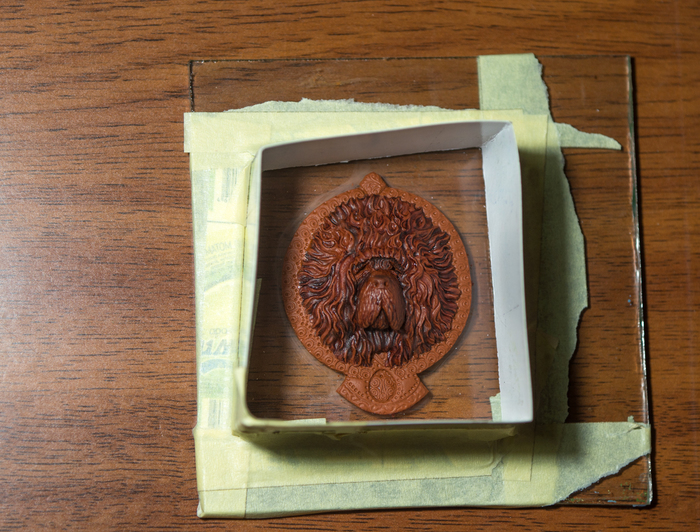
Мастер-модель из полимерки:



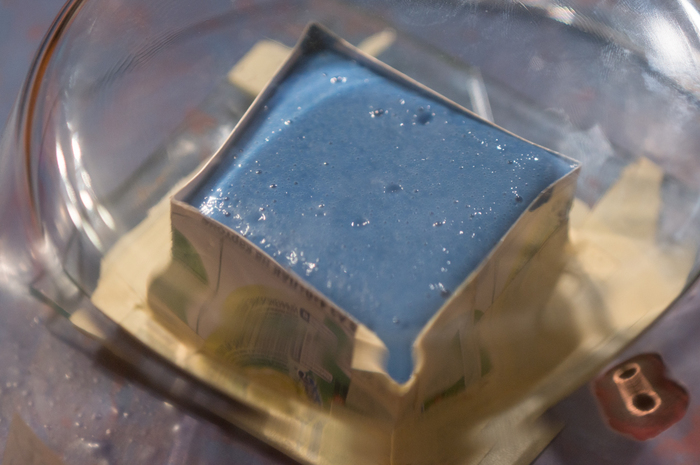
Опалубка под силикон:

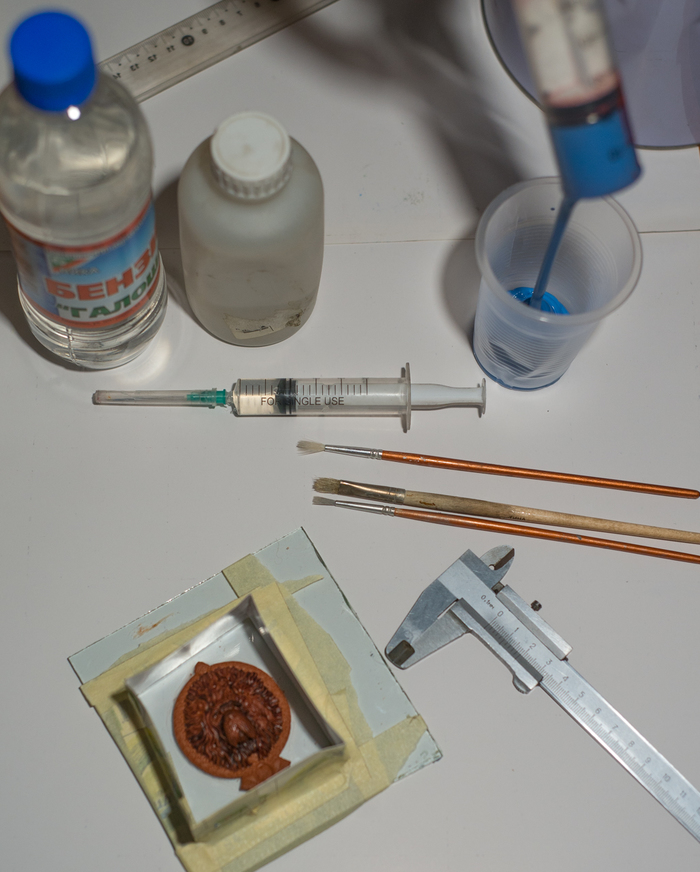

Промазывание мастер-модели тонким слоем силикона кистью, чтобы избавиться от пузырей:

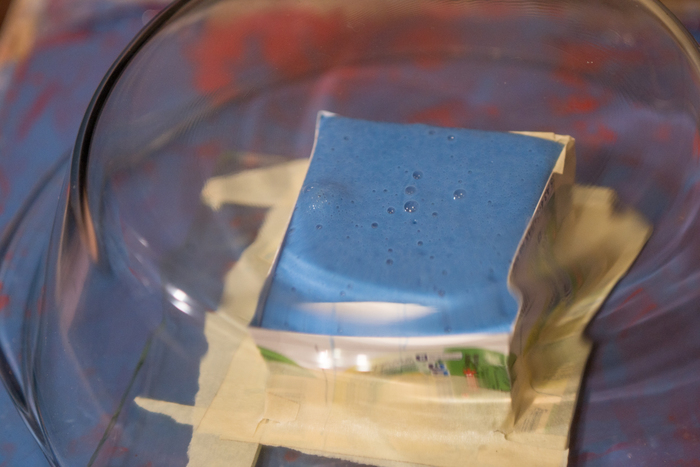
Заливаем силикон в опалубку:


Дегазация силикона в самодельном вакууме:










По мотивам поста про мелочь от @silent.88 про мелочь.
У меня есть дружище, который занимается вендингом (это всякие кофе-шоколадко-презервативо торговые аппараты). А у дружища есть папаня, у которого сеть бюджетных аптек по городу. А у меня небольшая домашняя литейка. Лью всякое, лью давно, не гнушаюсь драгметом и камушками.
И вот звонит мне как-то лет шесть назад этот дружище и говорит:
— Тут вот ты давеча на шашлыках упоминал, что берешь монетки по 10, 50, рублю и два?
— Ну, килограммов так 15-20-30-40 в неделю.
— Ээээ. Осмыслю и перезвоню.
Все это можно вполне разогнать газовой или бензиновой горелкой дома на кухне, без шума и пыли, отлить, что надо, помочь друзьям-реконам, поднять немного шекелей на пиво с креведками.
Модели из воска я режу сам, воск делаю сам, лью сам, вручную, на крутилке, если кто знает, что это. Прям дома, на кухне и на балконе. Мужик я здоровый, за раз в одной крутилке как-то отлил 700 грамм примерно бронзы, при этом крутильный вес был около 3-х кг. 2300, понятное дело, это крутилка, опока и гипс.
Теперь, собственно, амбула:
Честно скажу, что я не видел на тот момент проблем, чтобы приехать в банк и разменять на бумажное бабло сколько-нибудь мелочи. Я регулярно видел, допустим, вонючую бомжовую бабку у метро, которая, порой, стояла в общей очереди в кассу сбера, полыхая своим амбрэ так, что съеживались офисные фикусы в опер.зале. Это не один год я наблюдал.. И не пять.
Сотрудник сразу отбрасывала гнутые, левые и прочие негодные монеты при пересчете. Их у меня теперь охренеть накопилось. Были даже лиры из 383 серебра, да. Сотрудник была рыжая, няшная и очень злая, подкатить кокосы чот, я так понял, было не вариант.
Получаю бабки и брак монет (там были вообще всякие левые, других даже государств, а так же гнутые, грызенные, ну и все вот такое).
Пока считают бабло в кассе, звоню той сотруднице, что меня так вот по маслу прям обработала, приношу свои извинения за гемор, интересуюсь, можно ли через неделю провернуть тот же расклад.
ВНЕЗАПНО оказывается, чито в DC2 только один аппарат скорострельного пересчета монет. И мне бы лучше на Думскую. И она щас вот подойдет. Мне дали телефон, куда звонить. Рассказали процедуру, кого спрашивать, сколько бронировать, как и что говорить.
Года четыре я возил мелочугу, магнитом собирал ночами то, что нужно отдать. Вот хрен знает, когда мои хорошие друзья решили отлить памятник одному хорошему человеку и искали на это дело денег, чтобы купить бронзу, то тонны на полторы облегчили мой гараж.