Сварка инвертором для начинающих
Если вы собираетесь самостоятельно заняться сварочными работами и решили делать это с помощью инверторного аппарата, вам нужно разбираться заранее как работать сварочным инвертором.
Тогда читайте эту статью: все, что здесь написано, вам пригодится.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
А это означает, что без знания и выполнения правил техники безопасности, как варить сварочным инвертором, вам не стоит начинать, это даже не обсуждается.
Эти правила просты и бесхитростны:
Спецодежда
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
Оборудование
Список необходимого оборудования:
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Все эти зависимости можно найти в исчерпывающих инструкциях к самому аппарату и во вкладышах в пачках с электродами. Теоретически ток сварки можно подобрать по диаметру стержня электрода: на каждый миллиметр диаметра должно приходиться около 30 А.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Сварку можно производить углом назад, в этом случае наклон в 30° идет в направлении шва. Если углом вперед – электрод наклоняется в обратную сторону от шва. Электрод нужно вести примерно как карандаш – на высоте 2-х мм от поверхности заготовок.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Теперь о дуге и электродах
Быстро поджечь и правильно держать дугу – самое, пожалуй, важное дело для успешной сварки инвертором. Дуга не должна прерываться – вот за чем нужно следить при приближении электрода к плоскости заготовки.
Розжиг электрода проводится двумя способами: постукиванием или чирканьем. Если электрод новый, он поджигается легко. Если он уже горел, он покрыт пленкой из шлака, которая мешает быстро поджечь расходник.
В этом случае следует постучать электродов подольше, чтобы пленка разбилась. Зависимость между сварочным током и диаметром электрода легко просчитать с помощью таблиц, которые присутствуют в сети в огромном количестве.
Функциональная схема сварки инвертором.
Если у вас продвинутая модель инвертора, то она снабжена дополнительными функциями, которые отлично облегчают жизнь новичкам и всем остальным.
Вот эти продвинутые функции:
Учиться лучше на самой простой форме шва – ниточном шве, для которого электрод нужно вести ровно без каких-либо колебательных движений.
Как только вы начнете чувствовать себя уверенно с ниточной технологией, можно приступать к сварке металлов с колебательными движениями в разных конфигурациях – их существует несколько.
В таких случаях нужно сделать несколько первых колебательных движений для формирования сварочной ванны. Наклон электрода делаем под углом в 30°, не больше и не меньше. Как только проход закончен, нужно отбить шлаковую корку молотком, чтобы зачистить новый шов с помощью металлической щетки.
Чтобы шов вышел качественным и эстетичным, в его конце следует сделать пару-тройку колебательных движений в сторону металлической наплавки. Таким образом можно избежать образования кратера.
О сварочных швах
Самый известный и простой способ проверки качества шва после сварки – постукивание по нему молотком. При этом отскакивает слой шлака – при условии, если шов ровный и гладкий. Также качество шва зависит от температурного режима: он должен быть правильным.
Если шов перегрет, он может сломаться, если нагрев недостаточный – произойдет весьма неприятная вещь – непровар.
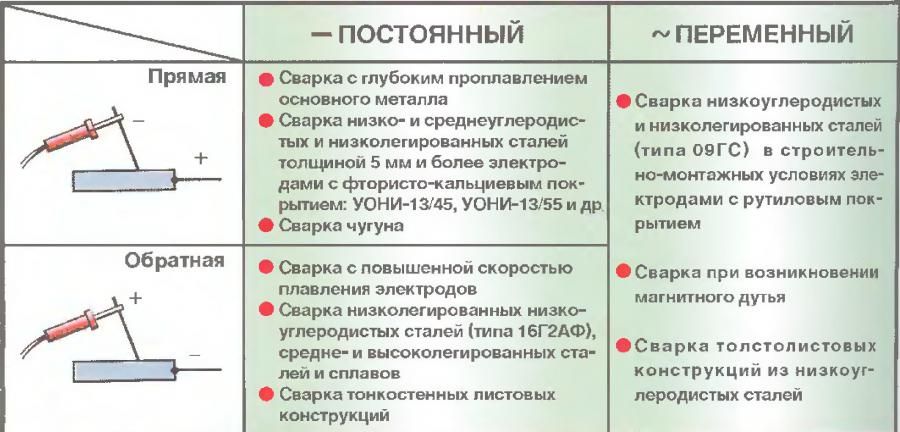
Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
Если сварочный ток постоянный, то и движение электронов тоже постоянное. А при таком раскладе почти не бывает разбрызгивания капель и кусочков расплавленного металла, вследствие чего шов выходит аккуратным и высокого качества.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
С помощью инвертора можно резать металлы и даже производить отверстия в стенках труб. Для того, чтобы сделать это грамотно и быстро, нужно выставить на аппарате правильные показатели. Диаметр электрода 2,5 мм и сила тока в 140 А являются именно такими показателями.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Выбираем, покупаем
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Если по-хорошему, то покупкой одного аппарата вам не обойтись. Обязательно купите сварочную маску со светофильтром. Вам необходимо защитить себя от брызг расплавленного металла и продуктов сгорания материалов.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
В сети множество таблиц с данными, которые помогут грамотно подобрать светофильтры. Лучше их выбирать на номер больше или меньше. Самым оптимальным решением будет проверка освещенности помещения для работы и вашего зрения.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка. Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла.
Как ухаживать за инвертором?
Любое оборудование любит уход и порядок, ваш инвертор – ни в коем случае не исключение. Правила, как правильно варить инверторной сваркой и как правильно его хранить, простые.
Выбор электрода для сварки различных металлов.
Перед работой нужно делать следующее:
Хранить ваш аппарат нужно по следующим правилам:
Как настроить сварочный ток начинающему сварщику
Сварочный ток является одним из основных параметров дуговой электросварки. Если данный параметр будет подобран неправильно, то сваривать металл качественно не получится.
Многие ошибки во время сварки происходят именно по вине неправильно подобранных значений тока. Например, прилипает электрод или разбрызгивается металл, сварка прожигает заготовку и т. д. Всё это из-за неправильных параметров сварочного тока.
Начинающему электросварщику трудно определиться и подобрать сварочный ток. Связано это с тем, что ток сварки зависит от многих особенностей, в том числе и от напряжения в сети. Как настроить сварочный ток начинающему сварщику, читайте в этой статье.
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла. Однако добиться правильных значений тока начинающим сварщикам сложно, поскольку у них нет соответствующего опыта.
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.

Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:

Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Практическое руководство по подбору сварочного тока
Рассмотрим на конкретном примере, как правильно подобрать значения тока для сварки начинающим сварщикам. Итак, сначала выставляем рекомендуемое значение сварочного тока из таблицы выше. При этом учитываем толщину свариваемого металла и диаметр используемых электродов.

Зажигаем сварочную дугу и пробуем варить, контролируя толщину шва. Если толщина сварочного шва получается гораздо больше толщины электрода, то уменьшаем ток на инверторе, поскольку его слишком много. Пробуем варить дальше.

В идеале, при правильно подобранном сварочном токе, ширина шва должна быть больше, но не более чем в два раза. При этом следует знать, что многое здесь зависит и от положения сварки. Наиболее всего тока необходимо для сварки угловых соединений.
Как правильно подключить сварочный инвертор
Многие из начинающих сварщиков не знают, что инвертором можно варить по-разному. Они так до сих пор и используют, стандартное подключение — плюс на электрод, а минус на металл.
Однако если подключить инвертор по-другому, к минусу электрод, а к плюсу металл, то можно добиться лучшего углубления сварочного шва. Простыми словами, при таком подключении инвертора, основная температура будет приходиться на металл, в результате чего заготовка прогреется лучше.
Ну и, наоборот, при «стандартном» подключении инвертора, когда электрод подсоединяется к плюсу, а металл к минусу, удастся не прожечь тонкую заготовку. Как это работает и в чем смысл? Как правильно подключить инвертор, плюсом на электрод или минусом? Читайте в этом обзоре.
Подключение сварочного инвертора — плюс и минус
Как было сказано выше, многие начинающие сварщики не уделяют должного внимания полярности при сварке инвертором. А если быть точнее, то некоторые и вовсе про неё ничего не слышали.
В результате этого возникает масса проблем — тонкий металл быстро прожигается, а толстый, наоборот, недостаточно проплавляется. Просто попробуйте поэкспериментировать при подключении инвертора.

Для начала подсоедините держак к плюсу аппарата, и начните варить, а затем подключите инвертор, наоборот, держателем к минусу. Вы обязательно почувствуете разницу.
Все дело в полярности, поскольку сварочный инвертор в отличие от трансформатора переменного тока, выдаёт постоянный ток. И если на трансформаторных аппаратах такой разницы в подключении кабелей нет, то вот при сварке на постоянном токе, она ещё как есть, и, причём существенная.
Обратная полярность инвертора
В данном случае речь идёт о стандартном подключении сварочного аппарата. То есть, держатель с электродом подсоединяется к плюсовой клемме инвертора. Таким образом, есть возможность варить на обратной полярности. Что это даёт?

Во-первых, уменьшается разбрызгивание металла. Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм.

Многие металлы, которые не терпят перегревания, варят именно на обратной полярности. Например, нержавейку.
Прямая полярность инвертора
В данном случае, держатель электрода подсоединяется к минусовой клемме, а масса к плюсовой. Таким образом, появляется возможность хорошо проварить толстый металл, углубить корень сварочного шва и добиться более качественного соединения.

При это важно знать, что основная часть тепла, будет приходиться на металл при сварке. В результате уменьшиться расход электродов, чем на прямой полярности. Связанно это с тем, что на обратной полярности, температура на кончике электрода больше, чем на прямой полярности, поэтому и сгорание электродов происходит быстрей.
Изучаем прямую и обратную полярность при сварке
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Сварка инвертором для начинающих — пошаговая инструкция
Умение сваривать инвертором позволяет выполнять работы на даче и в частном доме: починить ворота, поставить забор, создать емкость для жидкости, установить теплицу. Сварочный аппарат обладает постоянным током и небольшой массой, поэтому качество швов высокое, а перенос на любое рабочее место легкий. Сварка инвертором для начинающих дается просто благодаря вспомогательным функциям оборудования. Статья описывает принцип работы с пошаговой инструкцией и способы ведения дуги в различных пространственных положениях.

Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
Грамотная организация рабочего места

Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание. Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза.
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла. Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
Подбор диаметра электрода
Сварка инвертором дается легко, если научиться выбирать диаметр электрода в согласии с установленной силой тока и толщиной сторон свариваемого изделия. Слишком тонкие элементы будут перегреваться на большом токе, что накалит ручку держателя и доставит дискомфорт сварщику. Завышенный диаметр не даст нужной степени проплавления и будет постоянно прилипать.
Осваивая сварку инвертором новичку можно выбирать диаметр электрода ориентируясь на толщину металла:
| Толщина металла, мм | Диаметр электрода, мм |
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Пошаговый процесс создания сварочного соединения

Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
Как правильно держать электрод и вести шов

Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.
Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Сварка инвертором в различных пространственных положениях
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения. Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз.
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Сварка инвертором тонкого металла

Отдельную сложность представляет для начинающих сварка тонкого металла. Это может быть лопата или тонкое железо на канистре, емкости для воды. Накладной лист на рамку ворот тоже может быть 0,8-1 мм толщиной. Самым частым требуется подварить кузов автомобиля.
Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм. Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.
Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.