Гравировка, печать, покраска, или Что можно сделать с карбоном

Не только карбон, но и многие другие материалы, из которых сегодня производят привычные предметы быта, оригинальные сувениры, надежные инструменты и прочие совершенно разные изделия, обладают повышенной твердостью и износостойкостью, что, бесспорно, хорошо, но несколько плохо тем, что затрудняет нанесение на поверхность гравировки, маркировки, градуировки и тому подобных эстетичных или практичных надписей.
Однако наука и техника не стоят на месте и все сложности уже отлично преодолеваются, причем разными методами. Рассмотрим основные из них.
Лазерная гравировка на карбоне
До того, как были изобретены станки для нанесения гравировки, ее осуществляли вручную и качество графики либо текста целиком зависело от квалификации мастера, а самое главное — было сопряжено с достаточно сложным и кропотливым процессом. Тем не менее, технология эта применяется и поныне и даже не утрачивает своей популярности, но изобретение фрезерного и лазерного оборудования открыло новые возможности для гравировки углепластиковых и прочих изделий.
Оборудование для лазерной гравировки
С появлением лазерных граверов задача реально упростилась, а качество увеличилось в разы, позволяя выполнять работу очень тонко и детально независимо от сложности графики.
Конструкция станка для этого (в классическом варианте) представляет собой рабочий стол, оптический узел, представляющий собой выверенную систему линз и зеркал, лазер, агрегат для охлаждения, воздушный компрессор и, конечно же, программное обеспечение, которое управляет работой.
Сам процесс нанесения гравировки на карбон происходит быстро, а сложность рисунка не имеет ограничений. При этом любой эскиз с большим количеством мельчайших деталей воспроизводится с идеальным сходством с оригиналом.
Принцип работы лазерного гравера
 Функциональность лазерного гравера основана на характеристиках узконаправленного лазерного луча, который воздействует на верхний слой углепластика, оставляя рельефный рисунок. Диаметр луча намного меньше, чем диаметр человеческого волоса, поэтому есть возможность гравировать самые мелкие детали, линии и формы. А температура лазера может достигать 20 000 ⁰С, что делает возможным работу со сверхтвердыми материалами.
Функциональность лазерного гравера основана на характеристиках узконаправленного лазерного луча, который воздействует на верхний слой углепластика, оставляя рельефный рисунок. Диаметр луча намного меньше, чем диаметр человеческого волоса, поэтому есть возможность гравировать самые мелкие детали, линии и формы. А температура лазера может достигать 20 000 ⁰С, что делает возможным работу со сверхтвердыми материалами.
Последовательность движений лазерного гравера задается программой, поэтому тут исключены ошибки или случайные отклонения от заданной траектории, которые можно непроизвольно сделать рукой при индивидуальной работе мастера. Программа контролирует и последовательность шагов с заданной мощностью, а также скорость работы луча и величину глубины его проникновения. А двигающиеся линзы и зеркала влияют на степень фокусировки светового отрезка.
Основные преимущества лазерной гравировки
Возможность создавать изображение в самом высоком разрешении даже на тонком материале.
Воплощение дизайнерских идей без ограничений.
Высокая скорость исполнения.
Долговечность изображений, которым не грозит истирание.
Фрезерная гравировка на углепластике
 Это — еще одна технология нанесения графических изображений на поверхность композитов. Используется для этого фрезерный станок с ЧПУ и специальные фрезы, чем и объясняется высокая точность, детализация и качество данного метода. Создание изображения управляется программой и наносится специальным инструментом — гравером, для которого программа рассчитывает оптимальный режим работы: ширину и глубину среза, направление движения и скорость вращения.
Это — еще одна технология нанесения графических изображений на поверхность композитов. Используется для этого фрезерный станок с ЧПУ и специальные фрезы, чем и объясняется высокая точность, детализация и качество данного метода. Создание изображения управляется программой и наносится специальным инструментом — гравером, для которого программа рассчитывает оптимальный режим работы: ширину и глубину среза, направление движения и скорость вращения.
Особых требований к заготовкам при этом не предъявляется, ведь минимальная глубина не более 0,1 мм и максимальное значение глубины рассчитывается именно в зависимости от толщины самой заготовки. Сечение борозды при этом может представлять собой сложную геометрическую форму. Кроме того, одна непрерывная линия борозды с разной глубиной может иметь как плавные, так и ступенчатые переходы. Поэтому рисунок будет выглядеть безупречно, а вероятность получения брака — сводиться к нулю.
Лазерная или фрезерная гравировка и раскрой?
Оба станка и обе технологии подходят для работы с композитными материалами, включая углепластики. При этом с их помощью можно не только наносить графику, но и вести раскрой материала. Также оба станка имеют числовое программное управление. Судите сами:
фрезерный станок: рабочая часть — фреза, которая вращается с очень большой скоростью, срезая верхние слои и образуя стружку;
лазерный станок: рабочая часть — узконаправленный и высокотемпературный луч лазера, который буквально плавит вглубь верхний слой.
Однако при создании изделий в 3D больше преимуществ всё же у фрезерной гравировки карбона, поскольку фреза способна менять направление во всех плоскостях без резких движений, меняя также и глубину резки. Внешне это напоминает ручную работу, только с большей детализацией и точностью. А вот луч лазера, в отличие от фрезы, имеет прямое направление, поэтому 3D-фигуры у него зачастую лишены плавности переходов и выходят ступенчатыми. Конечно, выглядит это не так изящно и искусно, как при работе фрезой.
Также использовать лазерную гравировку для материалов большой толщины не всегда является лучшим решением, поскольку рез выходит трапециевидным, да и глубина его ограничена. У фрезерной гравировки подобных ограничений нет.
Однако фрезерный станок практически не применяется для работы с хрупкими материалами маленьких размеров. Тут уж пальма первенства у лазерного гравера, поскольку он работает бесконтактным способом и не требует фиксации заготовки. Хотя, учитывая прочность карбона, небольшая толщина вряд ли критична.
Зато фрезерный гравер может работать с большим ассортиментом разнообразных инструментов, в то время как лазерному лучу можно задавать только разную мощность. Можно, в принципе, менять ему и угол наклона, но в очень маленьких пределах.
Кроме того, эстетическое качество среза фрезы выше по сравнению с оплавленными краями после лазерной обработки. Возможно, в силу крайне небольших размеров, это не так уж сильно заметно для невооруженного глаза, но результат не всегда может удовлетворять заказчиков.
Так что если важен цвет и форма среза, а также если нужна 2D- и уж тем более 3D-фрезеровка высокой сложности, то однозначно можно рекомендовать фрезерную гравировку углепластика. Лазерная же вполне может подойти для гравировки мелких надписей или деталей на тонкой заготовке.
Ультрафиолетовая печать на карбоне
Данная технология позволяет наносить на поверхность карбоновых изделий печатную графику высокого качества с точной цветопередачей и насыщенностью тонов и полутонов. Для этого используется специальное оборудование — УФ-принтер.
Чаще всего данный вид работы активно используют рекламщики, поскольку технология позволяет получать четкую широкоформатную печать и работать с разными материалами, включая композиты.
Суть технологии УФ-печати на углепластике
Технология заключается в нанесении на гладкие поверхности особых чернил с последующим их отверждением под УФ-лампами, которые являются частью конструкции принтера. Процесс отверждения происходит за очень короткое время, не позволяя чернилам растекаться или впитываться, поэтому для глянцевых углепластиковых поверхностей технология является наиболее подходящей.
Особенность заключается и в том, что УФ-печать на карбоне не имеет жесткие ограничения по толщине заготовки. Кроме того, краска наносится на заготовку сразу, без промежуточных операций, поэтому не требуется, например, сперва наносить графику на самоклеящуюся пленку, а после — на сам материал.
Достоинства ультрафиолетовой печати
Основным преимуществом УФ-печати на углепластике является то, что наносимое цветное изображение очень устойчиво, со временем оно не блекнет и не обесцвечивается. Такая продукция может длительное время находиться под воздействием атмосферных явлений без риска потерять первоначальное качество. Применяемой краске (чернилам) не страшны химические вещества, влага, низкие и высокие температуры (равно как и их перепады), а также механические повреждения и ультрафиолетовое излучение.
Особенности работы с карбоном
В случаях применения УФ-печати для изделий из углепластика слой краски защищают дополнительно, что увеличивает долговечность еще больше. Как известно, карбоновые изделия нуждаются в защите от УФ-излучения, поэтому без покрытия не обойтись. Это может непосредственно касаться наружной рекламы из композитных или прочих изделий, на которые необходимо нанести графику.
Нанесение краски на углепластик
Учитывая то, что карбон имеет очень узнаваемый стильный рисунок, его, что странно, многие любят красить, как бы это кощунственно ни звучало. Хотя — почему бы и нет, ведь не все ценят карбон только за характерный рисунок, когда не менее важны его эксплуатационные характеристики.
Основная трудность в этом деле — зафиксировать краску на глянцевой поверхности углепластика, для чего часто используют праймер как предварительный слой. Далее краска ложится на праймер и отлично держится, независимо от влияния атмосферы. Без праймера неплохо ложатся лишь эпоксидные и акрилатные неводные краски, а также цианакрилаты, метакрилаты и акриловые смолы.
Зачем вся эта затея — дело индивидуальное и зависит от задумки дизайнера. Но любой человек, который хочет создать уникальную вещь, всегда может обратиться к услугам компании Carbon Composites — ведь даже очень маленькая по размеру надпись, логотип или самый незамысловатый рисунок способен сделать обычную вещь уникальной и единственной в своем роде (не говоря уж о прочности и иных достоинствах карбона).
Форум на Бироте
Перекраска карбоновой рамы

Перекраска карбоновой рамы
Сообщение Tilbert » 10 сен 2010, 17:10

Re: Перекраска карбоновой рамы
Сообщение pixel8848 » 10 сен 2010, 17:40
Re: Перекраска карбоновой рамы
Сообщение Tilbert » 10 сен 2010, 17:54

Re: Перекраска карбоновой рамы
Сообщение FeniX » 10 сен 2010, 20:07
Главная проблема баллончика, терпение красящего, и наличие чистого теплого проветриваемого но непродуваемого помещения.
терпение самое важное, на велосипедную раму нужно не менее 5-6 подходов с интервалом не менее 15-20минут на первичную просушку, тогда будет все равномерно и без потеков, но загажена вся комната 🙂 я делал на балконе. летом отлично просто, но это если на балконе ничего нет
пожалуй лучше обратится в мастерскую, во первых квалификация исполнителя, соответсвующее помещение и инструмент, и краски, двухкомпонентные
зарешают.
на раму должно хватить одного 400г баллона. естественно на раме останется меньше трети 
Re: Перекраска карбоновой рамы
Сообщение pixel8848 » 10 сен 2010, 21:27
Re: Перекраска карбоновой рамы
Сообщение Tilbert » 10 сен 2010, 22:25
Re: Перекраска карбоновой рамы
Сообщение Tilbert » 17 сен 2010, 17:55
miha подкинул ссылочку чудную.
Re: Перекраска карбоновой рамы
Сообщение Miha » 20 сен 2010, 10:36
Tilbert писал(а): http://weightweenies.starbike.com/forum/viewtopic.php?f=10&t=67791
miha подкинул ссылочку чудную.
Re: Перекраска карбоновой рамы
Сообщение Shaltai » 23 сен 2010, 21:49
Re: Перекраска карбоновой рамы
Сообщение Miha » 24 сен 2010, 10:35
Re: Перекраска карбоновой рамы
Сообщение FeniX » 24 сен 2010, 17:20
Re: Перекраска карбоновой рамы
Сообщение Shaltai » 24 сен 2010, 18:33
Re: Перекраска карбоновой рамы
Сообщение leugene » 24 сен 2010, 19:59
Re: Перекраска карбоновой рамы
Сообщение Shaltai » 24 сен 2010, 20:13
Re: Перекраска карбоновой рамы
Сообщение FeniX » 24 сен 2010, 23:07
Re: Перекраска карбоновой рамы
Сообщение Graceland » 25 сен 2010, 15:26
по тексту, если я правильно понял, владелец накрутил более 20000км за пару лет
Re: Перекраска карбоновой рамы
Сообщение Shaltai » 25 сен 2010, 15:57
Re: Перекраска карбоновой рамы
Сообщение Tilbert » 25 сен 2010, 16:52

Re: Перекраска карбоновой рамы
Сообщение Prorok Samuil » 19 окт 2010, 19:19
Где?  Тут?
Тут? 
Там? 
Сколько прыжков через открытый люк выдержит этот макет? 
Re: Перекраска карбоновой рамы
Сообщение leugene » 19 окт 2010, 19:36
Владелец подобного аппарата смотрит на тебя как на Фому неверующего.
Re: Перекраска карбоновой рамы
Сообщение Shaltai » 19 окт 2010, 20:41
Как я делал первые шаги в создании детали из карбона
Меня зовут Павел.
Я занимаюсь изготовлением углепластика или, как его называют, карбон, и с удовольствием делюсь опытом.
Первые попытки освоить технологию сделал где-то полтора года назад. С тех прошло много времени и тем более приятно вспомнить первые шаги. В этом посте расскажу о своем первом учебном самостоятельном проекте детали из композита эпоксидной смолы и базальтового волокна.
Сама идея заняться карбоном возникла еще раньше, года три назад. Долго ее вынашивал и в какой-то момент решился. Первый месяц самостоятельных попыток и просмотра роликов на ютубе привел к куче израсходованного материала, смолы, тканей, жгутов и т.д. Оказалось, что даже пластину из карбона методом вакуумной инфузии не так-то просто сходу сделать. Немного помучавшись, понял, неплохо бы найти профессионалов для перенятия опыта. Нашел подходящих ребят, познакомились и ушел с головой в процесс обучения.
Такого кайфа от учебы в универе точно не получал. Прошло два месяца, азбука выучена, лекции записаны, лабораторки выполнены и я отправился в самостоятельное плавание. К тому моменту уже нашел первого заказчика. И до этого всё было в розовых тонах. Дальше начался бой и об этом речь пойдет ниже.
Вернемся к процессу.
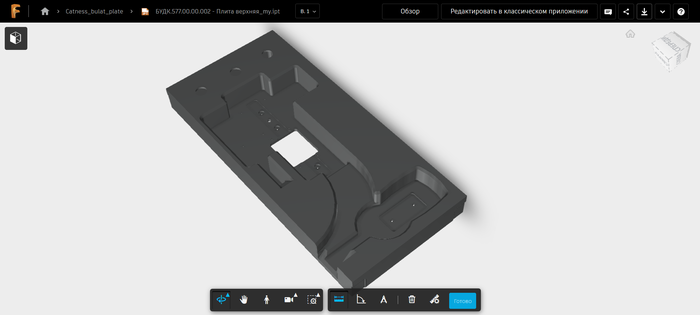
Деталь это плита со сложными пазами и выборками, в которые укладывается оптика лазерного станка.
Вот как выглядела рабочая матрица.

Это стеклопластиковая матрица с толщиной фланца 5-6 мм и шлифованным слоем гелькоута с наружной стороны.
Так выглядела базальтовая ткань со слоем клеями и размеченными выкройками.

Да, их было много, а работы еще больше.
Когда все 300 выкроек были подготовлены, вырезаны и подогнаны, настало время укладки и приклеивания на матрицу. Но сначала матрицу нужно очистить загрязнений, жирных пятен и прочего.


Затем приступил к расположению выкроек. Слой за слоем, в определенном порядке приклеивал маленькие кусочки ткани к матрице, пока она вся не обросла базальтовым панцирем.
Кстати, клей тоже специальный аэрозольный для инфузии.

Хотя выкройки делались по шаблону, всё равно каждый слой пришлось проверять и немного подгонять по месту.


Перед сборкой мешка нужно хорошенько продумать схему подачи и откачки смолы: сколько точек подачи, как провести линии подачи, где сделать быстрый ход смолы, а где нужно ее затормозить для гарантированной пропитки. Процесс до жути увлекательный, как само планирование, так и наблюдение за ходом смолы. Я пустил смолу с верхних точек детали, а магистрали откачки расположил с фланцев матрицы.
Когда мешок собран, его нужно откачать и проверить на герметичность. Собрать с первой попытки герметичный мешок не всегда удается. В этот раз мне пришлось даже переделывать мешок, так как первый мешок прорвался острой стеклопластиковой иголкой с обратной стороны матрицы. Так выглядит собранный и откачанный мешок, готовый к пропитке эпоксидной смолой.

А вот так во время подачи смолы.

Процесс пропитки может идти от десятка минут до нескольких часов. Я пропитывал параллельно две детали и на инфузию ушло чуть больше часа.

До последнего держит в тебя напряжении, потому как наперед не знаешь, успеет ли пропитаться вся деталь до момента загустения смолы.

Всё это выглядит как пляски с бубном (маркером). Но вот все светлые участки потемнели, смола показалась в трубках на пути к насосу, а значит, можно выдохнуть и перекрыть подачу смолы. После этого оставляем деталь сохнуть минимум на сутки и уходим с приятным ощущением и предвкушением.
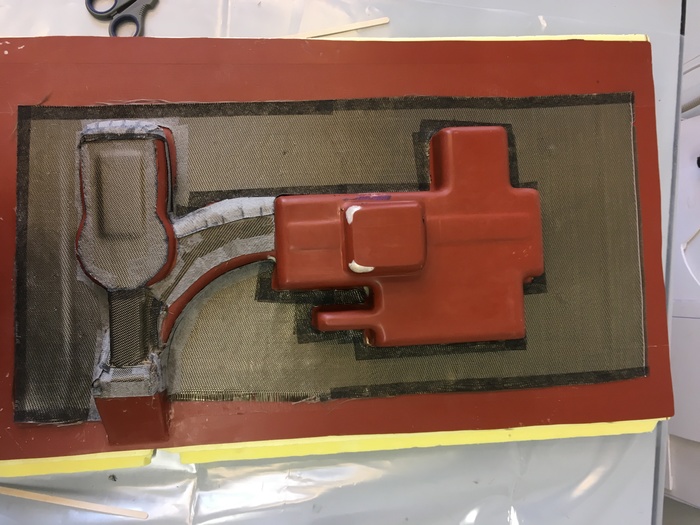
Так она выглядела после разборки и первой примерки с узлами лазера.

Потом была фрезеровка пазов, отверстий под кнопки и магниты, обрезка контура. Это отдельная история с фрезерной оснасткой, базированием и позиционированием по детали.

Потом была фрезеровка пазов, отверстий под кнопки и магниты, обрезка контура. Это отдельная история с фрезерной оснасткой, базированием и позиционированием по детали.
Пристрелка по весу:

Окончательно склеенная деталь перед покраской в сборе с лазером выглядела так.

Ну и финальная версия после покраски.

Как говорится, если ты готов делать что-то бесплатно и ночами, возможно это то самое.
Можно ли красить карбон
Сообщение 22 ноя 2010, Пн 12:26

Сообщение 22 ноя 2010, Пн 17:26

Сообщение 22 ноя 2010, Пн 17:56
Сообщение 22 ноя 2010, Пн 18:09
Сообщение 22 ноя 2010, Пн 23:12
Сообщение 23 ноя 2010, Вт 3:08
Сообщение 23 ноя 2010, Вт 6:51

Сообщение 23 ноя 2010, Вт 7:56

Сообщение 23 ноя 2010, Вт 14:07
Сообщение 23 ноя 2010, Вт 16:28
Сообщение 23 ноя 2010, Вт 21:23
Сообщение 23 ноя 2010, Вт 23:12
Поделки своими руками для автолюбителей

Как покрыть деталь карбоном самому
В этой статье хочу поговорить и рассказать вам, как можно самому покрыть карбоном зеркала или другие детали кузова автомобиля. Сам процесс мне показался не очень трудоёмким, главное соблюдать последовательность и не спешить..
Какие материалы нам понадобятся для этой процедуры.
Теперь начинаем сам процесс.

Берем зеркало и аккуратно со всех сторон зашкуриваем 80 наждачкой.


Далее наносим тонкий слой смолы на всю поверхность зеркала и ждем приблизительно 20 минут, чтобы она подсохла.

Далее, отрезаем кусок углеткани такого размера, чтобы как раз хватило на зеркало и аккуратно приклеиваем углеткань на зеркало, всё аккуратно разглаживает, чтобы углеткань хорошо прилегала по всей поверхности и оставляем так на 24 часа.
После того, как прошли сутки, нужно слоями наносить смолу прямо на поверхность карбона. Наносим 3 слоя с промежутком в 1 час, не забываем при этом добавить к смоле отвердитель. Опять всё оставляем сохнуть на 24 часа.

Далее, берём наши зеркала и начинаем обрезать, и удалять лишние части углеткани.

После того, как всё выровняли и удалили лишнее, начинаем зачищать смолу по всему зеркалу. Порядок наждачки такой 120,150,180, потом с водой чистим 320.

Затем как все будет гладенько, подготавливаем зеркало к покрытию лаком. Протираем зеркала обезжиривателем, разводим лак и наносим 2-3 слоя с промежутком в 10-15 минут.


На этом вроде бы стоило и остановиться, но я всё таки ещё раз, через сутки, зачистил весь лак и покрыл ещё 3 слоями, чтобы получился глубокий, насыщенный цвет.

Вот на этом данную процедуру я считаю законченной.