Что означает it14 2 в чертежах
ГОСТ 30893.1-2002
(ИСО 2768-1-89)
Основные нормы взаимозаменяемости
Предельные отклонения линейных и угловых размеров с неуказанными допусками
Basic norms of interchangeability. General tolerances. Limit deviations for linear and angular dimensions without tolerance indications
Дата введения 2004-01-01
Предисловие
1 РАЗРАБОТАН Научно-исследовательским и конструкторским институтом средств измерения в машиностроении (ОАО «НИИизмерения»)
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 22 от 6 ноября 2002 г.)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Настоящий стандарт представляет собой идентичный текст международного стандарта ИСО 2768-1-1989* «Общие допуски. Часть 1. Допуски линейных и угловых размеров без индивидуально указанных допусков» и содержит дополнительные требования, отражающие потребности экономики страны
5 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 23 июня 2003 г. N 22-ст межгосударственный стандарт ГОСТ 30893.1-2002 (ИСО 2768-1-89) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2004 г.
1 Область применения
Настоящий стандарт распространяется на металлические детали, изготовленные резанием, или детали, изготовленные формообразованием из листового металла, и устанавливает общие допуски для линейных и угловых размеров, если эти допуски не указаны непосредственно у номинальных размеров.
Общие допуски по настоящему стандарту могут применяться также для неметаллических деталей и деталей, обрабатываемых способами, не относящимися к обработке резанием или формообразованию из листового материала, если они не предусмотрены другими стандартами и пригодны для указанных деталей.
Дополнительные требования, отражающие потребности экономики страны, выделены курсивом (см. таблицу 1 и приложение А).
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.307-68 Единая система конструкторской документации. Нанесение размеров и предельных отклонений
ГОСТ 25346-89 Основные нормы взаимозаменяемости. ЕСДП. Общие положения, ряды допусков и основных отклонений
ГОСТ 25348-81 Основные нормы взаимозаменяемости. ЕСДП. Ряды допусков, основных отклонений и поля допусков для размеров свыше 3150 мм
ГОСТ 30893.2-2002 (ИСО 2768-2-89) Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 общий допуск размера: Предельные отклонения (допуски) линейных или угловых размеров, указываемые на чертеже или в других технических документах общей записью и применяемые в тех случаях, когда предельные отклонения (допуски) не указаны индивидуально у соответствующих номинальных размеров.
4 Основные положения
4.1 Общие допуски по настоящему стандарту применяют для следующих размеров с неуказанными индивидуально предельными отклонениями:
— линейных размеров (например, наружных, внутренних, диаметров, радиусов, расстояний, размеров уступов, размеров притупленных кромок: наружных радиусов закругления и размеров фасок);
— угловых размеров, включая угловые размеры, обычно не указываемые, т.е. прямые углы (90°), если нет ссылки на ГОСТ 30893.2, или углы правильных многоугольников;
— линейных и угловых размеров, получаемых при обработке деталей в сборе.
4.2 Общие допуски по настоящему стандарту не применяют для:
— размеров, к которым относятся ссылки на общие допуски по другим стандартам;
— номинальных (теоретически точных) размеров, заключенных в прямоугольные рамки.
4.3 Общие допуски по настоящему стандарту применяются, если на чертеже или в другой технической документации имеется ссылка на настоящий стандарт в соответствии с разделом 6.
Если, кроме указанной ссылки, имеется ссылка на другие стандарты, устанавливающие общие допуски для других способов обработки, например литья, то для размеров с неуказанными предельными отклонениями между обработанными и необработанными поверхностями, например в отливках или поковках, применяется больший из двух общих допусков.
Принципы назначения общих допусков размеров изложены в приложении Б.
4.4 Общие допуски установлены по четырем классам точности. При выборе класса точности следует учитывать обычную точность соответствующего производства. Если для отдельных размеров необходимы меньшие допуски или допустимы и экономически выгодны большие допуски, то соответствующие предельные отклонения необходимо указать непосредственно у размера согласно ГОСТ 2.307.
4.5 Общие допуски линейных размеров ограничивают только местные размеры элемента, т.е. размеры, измеренные по двухточечной схеме в любом сечении, и не ограничивают все отклонения формы элемента.
4.6 Общие допуски угловых размеров ограничивают угол между прилегающими плоскостями или прямыми, образующими стороны рассматриваемого угла, и не ограничивают отклонений формы элементов, образующих стороны угла.
5 Предельные отклонения линейных и угловых размеров
5.1 Предельные отклонения линейных размеров, кроме размеров притупленных кромок (наружных радиусов скругления и высот фасок), по классам точности общих допусков приведены в таблице 1.
Размеры в миллиметрах
Предельные отклонения для интервалов номинальных размеров
Допуски и посадки. Условные обозначения
Квалитеты обозначаются порядковыми номерами, например 01, 7, 14
Допуски по квалитетам обозначаются сочетанием прописных букв IT с порядковым номером квалитета, например IT01, IT7, IT14
Основные отклонения обозначаются буквами латинского алфавита, прописными для отверстий (А … ZC) и строчными для валов (а … zc)
Поле допуска обозначается сочетанием буквы (букв) основного отклонения и порядкового номера квалитета
Например: g6, js7, H7, Н11.
Обозначение поля допуска указывается после номинального размера элемента.
Например: 40g6, 40H7, 40Н11.
В обоснованных случаях допускается обозначать поле допуска с
основным отклонением Н символом + IT,
с основным отклонением h — символом — IT,
с отклонениями js или JS — символом ± IТ/2.
Например: + IT14, — IT14, ± IT 14/2
Посадка обозначается дробью, в числителе которой указывается обозначение поля допуска отверстия, а в знаменателе — обозначение поля допуска вала
Например: H7/g6
Обозначение посадки указывается после номинального размера посадки.
Например: 40H7/g6
Основные таблицы допусков и посадок
Основные термины и определения
  Государственные стандарты (ГОСТ 25346-89, ГОСТ 25347-82, ГОСТ 25348-89) заменили систему допусков и посадок ОСТ, которая действовала до января 1980 года.
  Термины приведены согласно ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок».
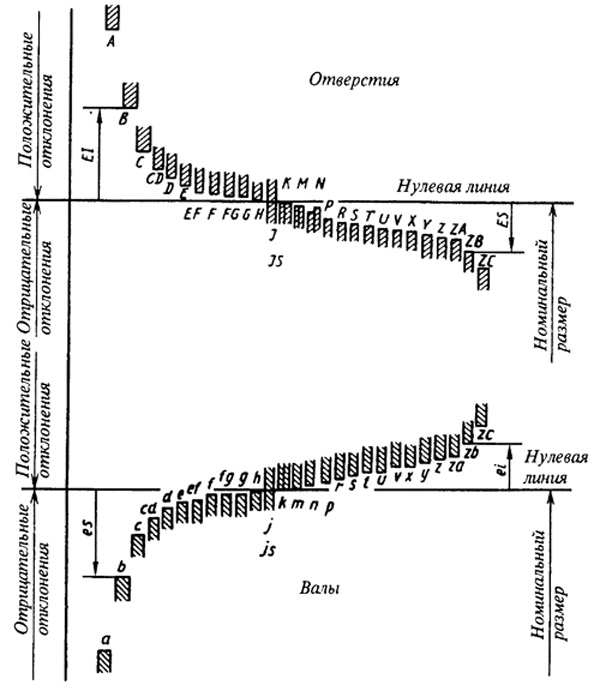
СХЕМА ОСНОВНЫХ ПОЛЕЙ ДОПУСКОВ
Назначение посадок. Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия. В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия. Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками.
Допуски отверстия и вала в посадке не должны отличаться более чем на 1-2 квалитета. Больший допуск, как правило, назначают для отверстия. Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения и других посадок. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы.
Примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1-500 мм.
Посадки с зазором. Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
Посадку H7/h6 применяют:
— для сменных зубчатых колес в станках;
— в соединениях с короткими рабочими ходами, например для хвостовиков пружинных клапанов в направляющих втулках (применима также посадка H7/g6);
— для соединения деталей, которые должны легко передвигаться при затяжке;
— для точного направления при возвратно-поступательных перемещениях (поршневой шток в направляющих втулках насосов высокого давления);
— для центрирования корпусов под подшипники качения в оборудовании и различных машинах.
Посадку H8/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности.
Посадки H8/h8, H9/h8, H9/h9 применяют для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (зубчатые колеса,муфты, шкивы и другие детали, соединяющиеся с валом шпонкой; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных или редких поступательных и вращательных перемещениях.
Посадку H11/h11 используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров.
Посадка H7/g6 характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машины), точного направления или при коротких ходах (клапаны в клапанной коробке) и др. В особо точных механизмахприменяют посадки H6/g5 и даже H5/g4.
Посадки Н7/е7, Н7/е8, Н8/е8 и Н8/е9 применяют в подшипниках при высокой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках.
Посадка H11/d11 применяется для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов и т. п., для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками.
Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т.п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах требуется высокая точность центрирования, при ударных нагрузках и вибрациях.
Посадка Н7/п6 (типа глухой) дает наиболее прочные соединения. Примеры применения:
— для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте;
— посадка установочных колец на валах малых и средних электромашин; в) посадка кондукторных втулок, установочных пальцев, штифтов.
Посадка Н7/к6 (типа напряженной) в среднем дает незначительный зазор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), втулок подшипников.
Посадка H7/js6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку.
Посадку Н7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей).
Посадки Н7/г6, H7/s6, H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматического двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании и др.).
Посадки Н7/u7 и Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна).
Посадки с натягом высокой точности Н6/р5, Н6/г5, H6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например посадка двухступенчатой втулки на вал якоря тягового электродвигателя.
Допуски по 12-18-му квалитетам характеризуют несопрягаемые или сопрягаемые размеры относительно низкой точности. Многократно повторяющиеся предельные отклонения в этих квалитетах разрешается не указывать у размеров, а оговаривать общей записью в технических требованиях.
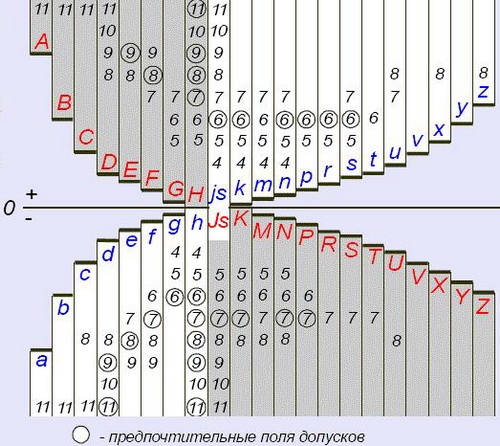
  ЕСДП рекомендует применять преимущественно посадки в системе отверстия (основное отверстие Н) и в системе вала (основной вал h).
РЕКОМЕНДУЕМЫЕ ПОСАДКИ В СИСТЕМЕ ОТВЕРСТИЯ
при размерах от 1 до 500 мм
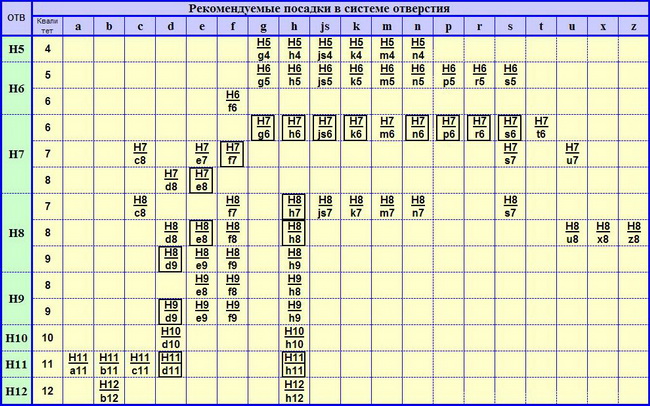
  Предпочтительные посадки помещены в рамку.
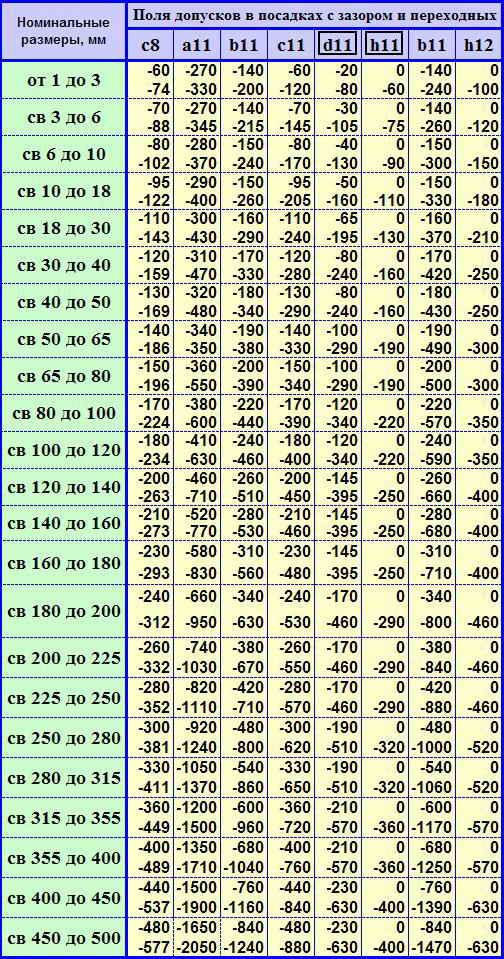
ПОЛЯ ДОПУСКОВ В ПОСАДКАХ С ЗАЗОРОМ И ПЕРЕХОДНЫХ
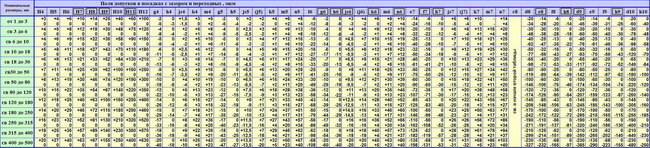
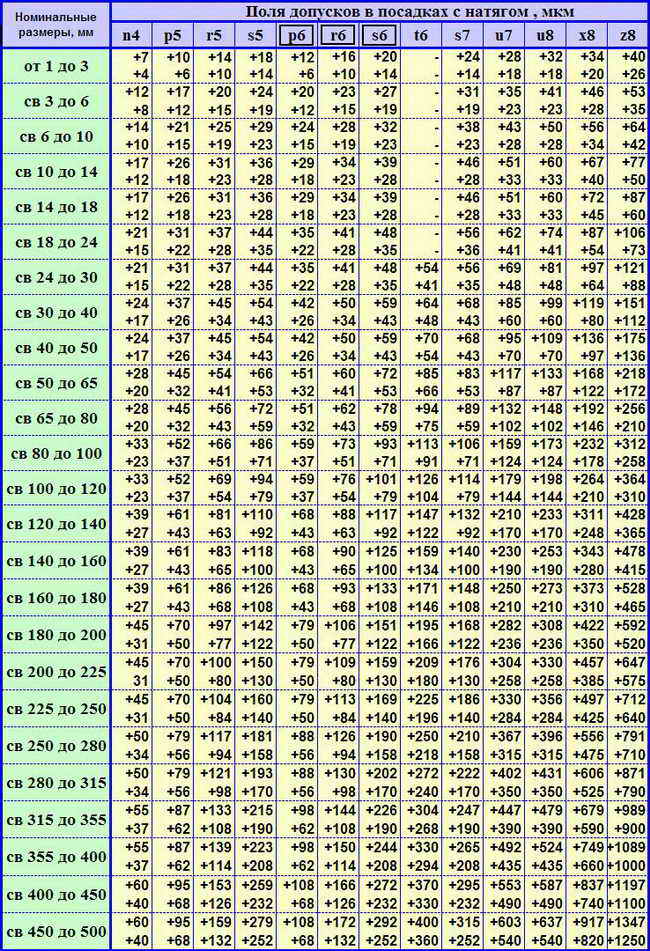
ПОЛЯ ДОПУСКОВ В ПОСАДКАХ С НАТЯГОМ
  Электронная таблица допусков отверстий и валов с указанием полей по старой системе ОСТ и по ЕСДП.
  Полная таблица допусков и посадок гладких соединений в системах отверстия и вала, с указанием полей допусков по старой системе ОСТ и по ЕСДП:
Таблицы Допусков углов
ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений»
ГОСТ 8908-81 «Основные нормы взаимозаменяемости. Нормальные углы и допуски углов»
ГОСТ 24642-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения»
ГОСТ 24643-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения»
ГОСТ 2.308-79 «Единая система конструкторской документации. Указание на чертежах допусков формы и расположения поверхностей»
ГОСТ 14140-81 «Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей»
Квалитеты точности, допуски и посадки. Точность осей, пальцев и штифтов.

Происхождение вопроса
В русскоязычной Википедии говорят, что: «Технология (от др.-греч. τέχνη — искусство, мастерство, умение; λόγος — «слово», «мысль», «смысл», «понятие») — совокупность методов и инструментов для достижения желаемого результата; в широком смысле — применение научного знания для решения практических задач. Технология включает в себя способы работы, её режим, последовательность действий.»
Усложнение удовлетворяющих человеческие потребности вспомогательных устройств привело к развитию технологий. Что, в свою очередь, вызвало необходимость увеличить точность изготовления соединений деталей этих устройств, а соответственно и повысить качество обработки сопрягаемых деталей.
Кстати, в начале 30-х годов ХХ века в Германии действовала собственная государственная система допусков и посадок DIN. Готовясь к объединению Европы в Третий Рейх, для создания эффективных технологических производственных цепочек, охватывающих разные части будущего Третьего Рейха, германское руководство отказывается от системы допусков и посадок на базе DIN и переходит на уже внедрённую к тому времени в европейских странах систему ISA (которая большей частью основана на общих принципах системы DIN). Это позволило Германии совершить быстрый технологический рывок с использованием объединения производственных мощностей всей Европы.
Терминология
В этой системе термины «вал» и «отверстие» условны: все детали с наружными и с внутренними присоединительными поверхностями, независимо их от формы, будь она хоть квадратной, называются валами и отверстиями соответственно.

Для определённых требований, предъявляемых к точности детали, возможное отклонение от отметки базового размера ограничили предельно приемлемой величиной. Образовавшийся промежуток между номинальной отметкой и предельной границей размера назвали «допуск«. Позже такой допуск, одно из предельных отклонений которого нулевое, назвали «основной допуск«, а отверстие или вал, имеющие такой основной допуск назвали «основным отверстием» и «основным валом«. Основное отверстие имеет нулевой наименьший предел допуска, основной вал имеет нулевой наибольший предел допуска. В самом же общем случае обе предельные границы допуска не совпадают с базовой нулевой отметкой номинального размера.
На примере значений допусков для номинальных размеров от 1 мм до 500 мм это выглядит так:
| Размер, мм | Допуск, мкм, при квалитете | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 01 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
| До 3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 100 | 140 | 250 | 400 | 600 | 1000 |
| 3 — 6 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 | 480 | 750 | 1200 |
| 6 —10 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 150 | 220 | 360 | 580 | 900 | 1500 |
| 10—18 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 | 700 | 1100 | 1800 |
| 18—30 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 12 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 | 840 | 1300 | 2100 |
| 30—50 | 0,6 | 1 | 1,5 | 2,5 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 | 1000 | 1600 | 2500 |
| 50—80 | 0,8 | 1,5 | 2 | 3 | 5 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 300 | 460 | 740 | 1200 | 1900 | 3000 |
| 80—120 | 1 | 1,5 | 2,5 | 4 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 | 1400 | 2200 | 3500 |
| 120—180 | 1,2 | 2 | 3,5 | 5 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 |
| 180—250 | 2 | 3 | 4,5 | 7 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 460 | 720 | 1150 | 1850 | 2900 | 4600 |
| 250—315 | 2,5 | 4 | 6 | 8 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 | 2100 | 3200 | 5200 |
| 315—400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 570 | 890 | 1400 | 2300 | 3600 | 5700 |
| 400—500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1550 | 2500 | 4000 | 6300 |
Сопряжения
Перейдём к рассмотрению условий сопряжения двух деталей или их частей.

Характер сопряжения называется в системе «посадкой«. Посадка определяется разностью размеров деталей или их частей до сборки.
Вариантов разности размеров два: натяг и зазор.

Система отверстия 
Отверстие изготавливают с заданным допуском согласно квалитета (на рисунке основное отклонение отверстия обозначено как Н). Необходимую посадку получают подбором степени точности и допуска вала согласно справочных данных для данного диаметра (на рисунке ряд основных отклонений вала и соответствующих им посадок, из которых необходимо выбрать, обозначены от a до z).
Поля допусков валов для образования посадок